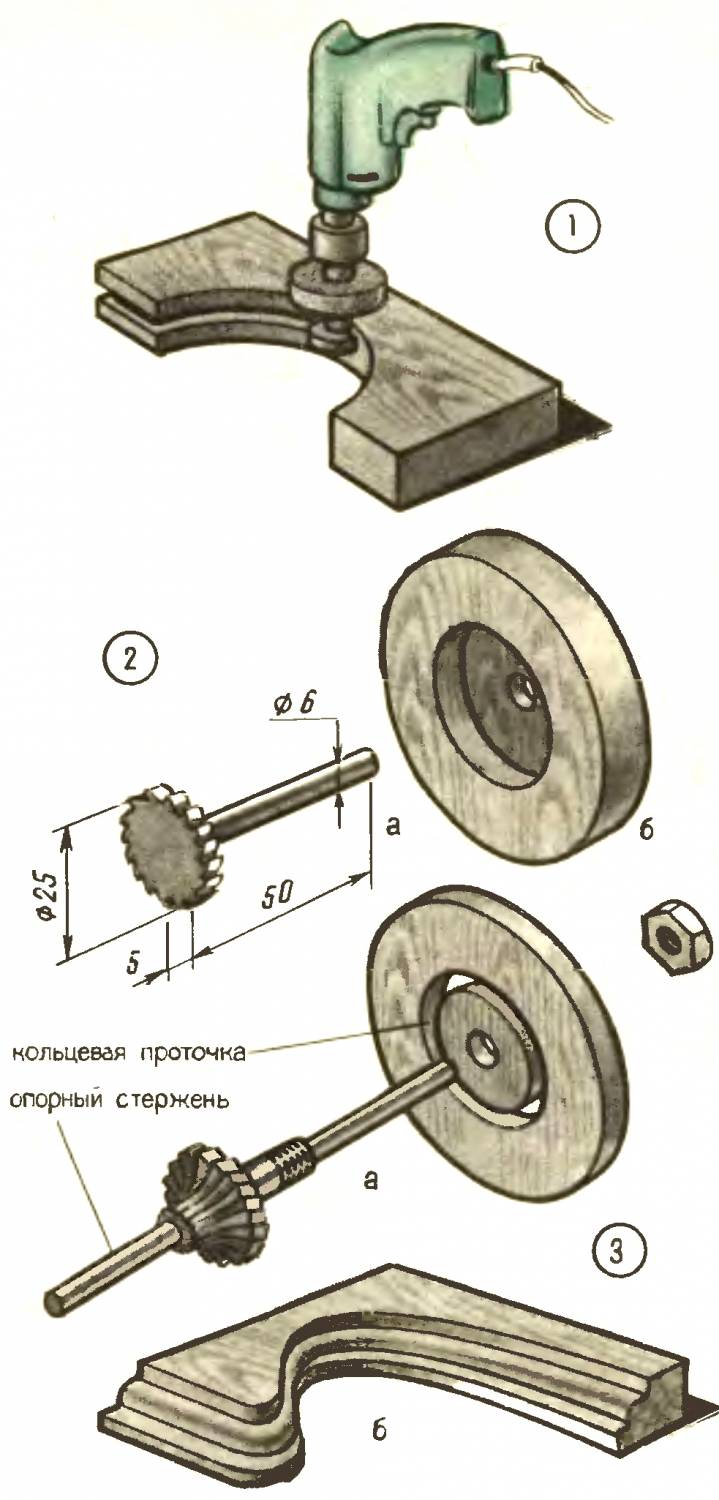
Выполняя столярные работы, часто требуется выбрать в древесине желобки (шпунты) для крепления стекол, фанеры или филенок. Эту операцию столяр выполняет шпунтубелем. И только на прямолинейных участках заготовок. На криволинейной поверхности инструмент не годится. В этом случае поможет приспособление, зажимаемое в электрическую дрель (см. рис.).
Приспособление состоит из фрезы и ограничительного диска (рис. 1). Фреза вытачивается из инструментальной стали У-7, У-8. На ней нарезаются косые зубья с захватом то в одну, то в другую сторону. Расстояния между соседними зубьями делаются с шагом в пределах 3—4 мм (рис. 2а). С такой заточкой инструмент меньше вибрирует. Нарезать зубья следует сначала ножовкой, а заканчивать надфилями. Готовая фреза калится и подвергается отпуску. Проследите, чтобы хвостовик не подвергся термообработке — тогда он надежнее будет удерживаться в патроне дрели. Ограничительный диск точится из любой твердой древесины или толстой многослойной фанеры (рис. 2б).
Если требуется выбрать шпунт шире, чем толщина фрезы, инструментом работают в несколько проходов.
Для электродрели целесообразно изготовить еще одно приспособление, выполняющее роль калевки (рис. За). Калевкой обрабатывают края древесины, чтобы придать им вид фасонного профиля (рис. 36). У этого приспособления в отличие от предыдущего имеется опорный стержень, а ограничительный диск закрепляется на резьбе хвостовика гайкой. На диске делается кольцевая проточка для выброса стружки. Нарезать зубья надфилем на сложной поверхности фрезы-калевки трудно, поэтому для такой операции лучше воспользоваться зубо-технической бормашиной. Фреза-калевка подвергается термообработке подобно фрезе-шпунтубелю.
Перед работой деревянную деталь необходимо закрепить приспособлениями в тисках верстака или струбцинами.
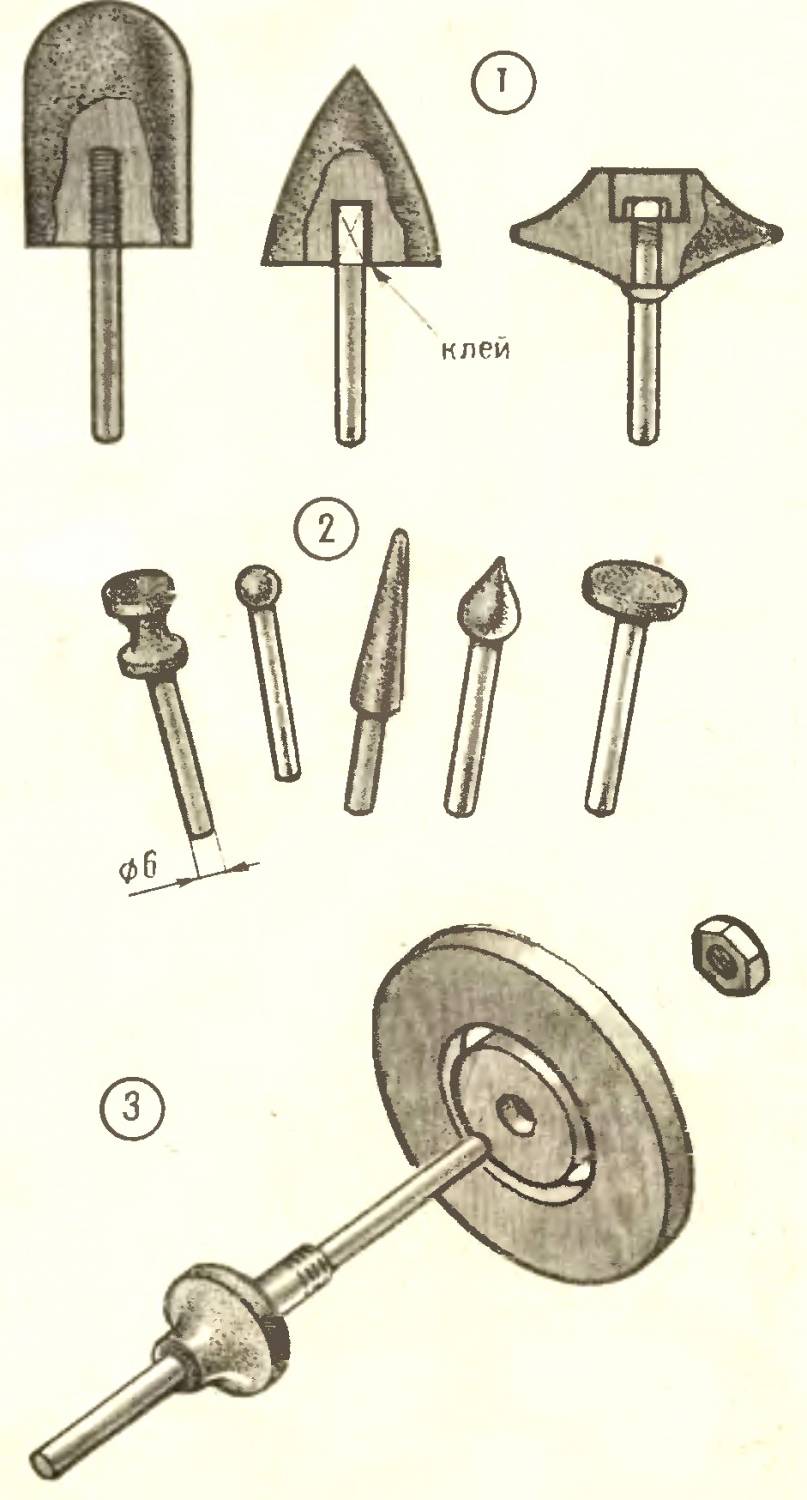
Чтобы качественно обработать деревянную поверхность сложного профиля, требуется специальный абразивный инструмент. Можно, конечно, купить его в магазине, но мы советуем сделать его самим из подручных материалов.
Заготовки для сравнительно крупного инструмента, диаметром 20—50 мм, целесообразно выточить из плотной древесины (см. рис.). Затем к деревянной части на резьбе и клею крепится металлический стержень (рис. 1). Рабочую поверхность болванки покрывают силикатным клеем или эпоксидной смолой и, пока клей не просох, посыпают абразивным порошком.
Шлифовальный инструмент диаметром меньше 20 мм лучше выточить целиком из металла (рис. 2). Его рабочая поверхность делается шероховатой и обязательно обезжиривается ацетоном. А абразив наносят на эпоксидную смолу.
Описанный инструмент особенно эффективен для обработки древесины. Однако им можно пользоваться для полировки металлических изделий, например, заточки фасонных стамесок и резцов. Снимать же большие слои металла таким инструментом не рационально — тонкий слой абразива быстро разрушается.
Замечено, что особенно быстро покрытия изнашиваются из крупного абразивного зерна. Этот недостаток можно исправить — для повышения износоустойчивости крупное зерно следует наносить на промежуточный слой из мелкого.
А теперь немного о подготовке абразива. Лучше всего подойдет осыпавшийся порошок от заточных кругов. Собранный порошок промывают водой, удаляя пыль и легкие частицы. Затем из порошка магнитом удаляют железные опилки. Чтобы легче очистить магнит, советуем поместить его в полиэтиленовый пакет.
Абразив можно отделить от изношенной наждачной бумаги. Зерна на ней притупились только с одной стороны, а остальные грани, обращенные к бумаге, остались острыми. Бумагу вымачивают в теплой воде до полного отделения зерен. Затем их несколько раз промывают в воде, удаляя остатки клея. Готовый порошок наклеивают на поверхность инструмента в сухом виде.
|  Поддержать проект
Поддержать проект