Готовясь к соревнованиям по мотокроссу, многие неопытные гонщики подчас подумывают: не заменить ли мотор? А зачем? Предлагаем вашему вниманию способ увеличения мощности широко применяемых двигателей В-50 (В-501). Форсированный, после обкатки и регулировки на бензине АИ-83 в смеси с авиационным маслом (соотношение 20:1) он развивает мощность до 8 л.с. при 8000 мин-1.
Расскажем, как это сделать.
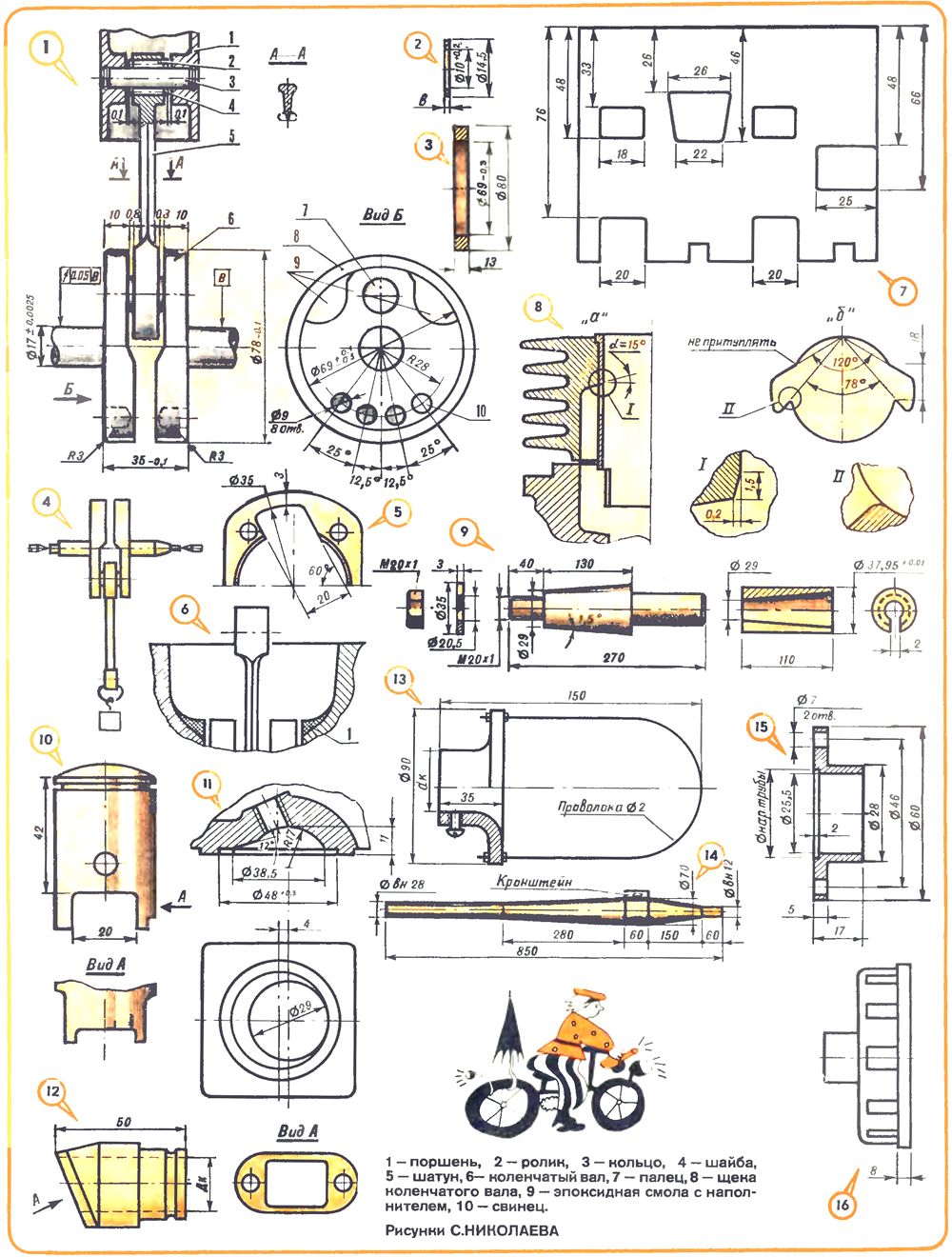
Сначала разберем коленчатый вал (рис. 1). Распрессуем палец нижней головки шатуна. Затем двутавровое сечение опилим со стороны впускного окна (сеч.А—А), а всю поверхность отполируем. Для высокооборотного двигателя втулку верхней головки шатуна придется заменить на игольчатый подшипник. Установим ролики диаметром 2 мм, зафиксированные с двух сторон стальными калеными шайбами, ограничивающими сдвиги головки шатуна в бобышках поршня. Длина роликов равна длине его верхней головки. Толщину шайбы «В» (рис. 2) выбираем такой, чтобы зазор между шайбами и бобышками поршня был раввн 0,1 мм. Диаметр отверстия в верхней головке шатуна 14+0,01 мм доводим до нужного размера с помощью развертки. Поршень подбираем новый, а если такой возможности нет, оставим все как есть, но зазор между пальцем и втулкой увеличим на 0,02—0,03 мм. На 2—3 гонки такой втулки вполне хватит.
Щеки коленчатого вала протачиваем на токарном станке до диаметра 69+0,1 мм. Затем вытачиваем еще два кольца (рис. 3), которые напрессовываем на щеки с натягом 0,3 мм по горячей посадке. В щеках фрезеруем выемку под нижнюю головку шатуна. Толщина щеки — 10+0,1 мм. Протачиваем ее по наружному диаметру 78+0,1.
Сборку коленчатого вала начинаем с запрессовки пальца и установки шатуна с нижним подшипником, выдерживая наружную ширину щек 35 мм. В щеках коленчатого вала (рис. 1, вид Б) на радиусе 28 мм сверлим восемь отверстий диаметром 9 мм на глубину 12,5 мм. Зачеканиваем их свинцом. Овальные отверстия заливаем смесью эпоксидной смолы с пенопластовой крошкой. Аналогичную операцию проводим с другой щекой. Проверить их балансировку можно в центрах токарного станка или на двух призмах, установленных горизонтально (рис. 4). Вес балансировочного груза не более 45 г.
Особое внимание уделим доработке картера. С помощью шарошки и электродрели увеличим живое сечение перепускных каналов (рис. 5). Делать это нужно осторожно, так как стенки здесь очень тонкие. Продувочные каналы должны находиться на одном уровне с наружным диаметром щек коленчатого вала (рис. 6). Каналы стандартного исполнения обычно бывают ниже, поэтому их нужно поднять до нужного уровня, заполнив эпоксидной смолой с алюминиевым порошком. Все поверхности тщательно зачистим и заполируем.
Для доработки цилиндра выпрессуем чугунную гильзу. На газовой горелке нагреем цилиндр до 300 градусов С, с помощью молотка через медную оправку извлечем ее.
Напильником и надфилем выпилим в гильзе окна согласно развертке цилиндра (рис. 7). Продувочные каналы (рис. 8) подгоним по цилиндру в продольном «а» и поперечном «б» сечении.
В алюминиевом цилиндре при помощи шарошек увеличим сечение продувочных каналов по размерам гильзы. Подгоним сечение окон перепускных каналов в плоскости разъема цилиндра и картера (рис. 5). При их расточке необходимо соблюдать симметричность.
Теперь можно приступить к запрессовке гильзы. Ставим их на ровную поверхность. Цилиндр нагреем до 300—350 градусов С и наденем на гильзу до полной посадки, следя за совпадением продувочных каналов с окнами. Первые несколько секунд цилиндр и гильза свободно проворачиваются, этого достаточно для совмещения отверстий.
Напильником снимаем фаски с кромок окон цилиндра (рис. 8, сеч. 1 и 11).
Если используется новый поршень, с помощью притира необходимо подогнать гильзу до номинальных размеров (рис. 9), используя вначале грубую, затем тонкую абразивные пасты. Добьемся, чтобы смазанный маслом поршень от легкого усилия свободно перемещался. Зазор между поршнем и гильзой — 0,05 мм.
По окончании доводочных работ проводим полировку всех каналов и окон.
Заканчивается первый этап сборки установкой в картере коренных подшипников. Половинки картера нагреваем на электроплитке или в воздушной бане до 70—80 градусов С. Затем запрессовываем подшипники. Между половинками вкладываем заводскую прокладку, предварительно смазав ее тонким слоем герметика ВГО-1, устанавливаем коленвал, собираем коробку передач, завинчиваем все винты.
Подбираем поршень с одним стальным кольцом толщиной 1 мм и с диаметром отверстия под поршневой палец 10 мм (рис. 10).
Для улучшения динамики газового потока со стороны впуска (вид А) подрезаем юбку поршня по размерам впускного окна в цилиндре. Увеличиваем ширину продувочных окон на поршне до 20 мм, выдерживая размер 42 мм.
Рекомендуем произвести притирку поршневого кольца в канавке. Для этого установим кольцо на поршень и, смазав моторным маслом, вставим поршень в цилиндр на глубину 10—15 мм. Вращая его, добьемся свободного проскальзывания кольца в поршневой канавке. Затем, промыв поршень в бензине, снимем кольцо и установим стопор. Для этой операции нужно правильно произвести разметку — убедимся, что стопоры находятся в местах, свободных от окон.
В поршне сверлим отверстие диаметром 0,8 мм на глубину 5 мм. Подбираем стальную или латунную проволоку диаметром 1 мм, конец которой обрабатываем на конус молотком. В нагретый до 100 градусов С поршень забиваем маленьким молоточком стопор. Длинный конец откусываем, а выступающую часть запиливаем надфилем до высоты, равной половине канавки под поршневое кольцо.
Размер зазора в поршневом кольце устанавливаем 0,1—0,12 мм. Головку поршня тщательно полируем.
Для двигателя малых объемов широкое распространение получила камера сгорания со смещенной сферой — «жокейская шапочка» (рис. 11). Весь объем камеры завариваем аргонной сваркой, предварительно завернув в гнездо чистую ненужную свечу. Расточку новой камеры проводим в четырехкулачковом патроне на токарном станке. Нарезаем резьбу М 14x1,25 под свечу зажигания. Тщательно полируем поверхность камеры. Для уплотнения головки применяем свою алюминиевую прокладку.
Карбюратор берем с диаметром диффузора 28 мм. Главный жиклер — 120—125.
Правильно подобранная длина впускного патрубка дает возможность использовать резонансные явления газового потока, что повышает коэффициент наполнения цилиндра. Патрубок изготовлен из алюминия (рис. 12), длина его 50 мм. С помощью напильника добьемся совпадения каналов (вид А). Карбюратор закрепляем на впускном патрубке с помощью дюритового шланга с внутренним диаметром 38 мм и стальными хомутами. Для надежного крепления на патрубке и карбюраторе протачиваем канавки шириной 3 мм и глубиной 1—1,5 мм.
Для воздушного фильтра подойдет поролон толщиной 5 мм. Фланец (рис. 13) изготовим из алюминия и напрессуем его на карбюратор, зафиксировав штифтом. На фланце закрепляем каркас из стальной проволоки, на который надеваем мешочек из поролона.
Глушитель в двухтактном двигателе оказывает существенное влияние на его характеристики и мощность. Откажемся от стандартного и изготовим по рисунку 14 новый. Для колена подбираем трубу толщиной 1-1,5 мм с внутренним диаметром 28 мм. Корпус изготовим из стального листа толщиной 0,7-1 мм, стыки проварим газосваркой. Для крепления глушителя к цилиндру выточим стальной фланец (рис. 15) и приварим к впускному колену по месту. К цилиндрической части глушителя приварим кронштейн из стали толщиной 2-3 мм для его крепления к раме.
Корзины сцепления упрочит стальная полоска толщиной 1 мм, приваренная контактной электросваркой по наружному диаметру.
Второй этап — сборка двигателя согласно заводской инструкции. При установке цилиндра вырежем под него новую прокладку из ватмана, смазав ее тонким слоем герметика ВГО-1. Проследим, чтобы прокладка и излишки герметика не попали в продувочные каналы, а сама прокладка расположилась вровень с окнами.
Впускной патрубок крепится на цилиндре двумя шпильками, прокладка также вырезается из ватмана по размерам окна и смазывается герметиком ВГО-1.
Фланец глушителя крепится к цилиндру двумя шпильками, уплотнение — асбестовая нить.
Обкатку форсированного двигателя производят согласно инструкции. Нельзя перегружать двигатель, развивая максимальные обороты.
Регулировке подвергаются карбюратор и свеча зажигания. Опережение зажигания устанавливаем —1,6 мм до верхней мертвой точки.
Регулировку карбюратора начинаем с богатой смеси и постепенно переходим к бедной, избегай заклинивания или поломки поршня. Начнем операцию с установки главного жиклера 120-125. Если прогретый двигатель на второй передаче не работает на максимальных оборотах или на низких передачах при максимальных оборотах дает перебои — это говорит об очень богатой смеси. Уменьшим главный жиклер, взяв смежный размер.
Далее работу оцениваем по состоянию свечи и по максимально развиваемым оборотам двигателя. После пробега 1-2 км на максимальной скорости остановите двигатель и выверните свечу. Черный нагар на электродах и корпусе говорит о чрезмерно обогащенной смеси. Обгоревшие электроды с капельками расплавленного металла, белый изолятор и светлый корпус — о бедной. При правильно подобранном составе электроды остаются сухими, изолятор окрашен в кофейный цвет, а корпус в темно-серый, без следов нагара.
Работу двигателя на режимах с минимально открытым дросселем определяют жиклер и регулировочный винт холостого хода.
Карбюратор нужно отрегулировать так, чтобы двигатель переходил с одного режима на другой плавно, без провалов мощности. И при быстром сбросе ручки газа, не должен глохнуть.
Проект "Умеха - мир самоделок" существует с 2005 года и с тех пор постоянно наполняется и совершенствуется. Основная доля
документов, представленных на сайте материалов, предназначена для людей хозяйственных, интересующихся ведением собственного
подсобного хозяйства, строительством, ремонтом и благоустроиством собственных домов, квартир или дачных участков.
У хорошего хозяина обязателно дожна быть своя мастерская и необходимые инструменты. К сожалению, не все станки по карману
рядовому домашнему мастеру, с этой целью на сайте представлена большая коллекция чертежей и описаний самодельных токарных
станков по дереву и металлу, а так же других инструментов и приспособлений для домашнего мастера.
Для людей занимающихся ведением своего личного подсобного хозяйства (ЛПХ) или фермерством, большая рубрика "Свое
хозяйство" для удобства поделена на несколько узкотематических разделов, среди которых отдельными пунктами выделены такие
темы, как парники и теплицы, цветы и флористика, деревья и кустарники, птицеводство и животноводство, пчеловодство и
рыбоводство. Много статей опубликовано по теме "Сад и Огород".
И это далеко не все возможности сайта "Умеха - мир самоделок".
Копирование материалов сайта возможно при условии прямой активной ссылки на сайт Познавательный Интернет-журнал "Умеха - мир самоделок" и обязательным указанием автора и источника материала, кроме материалов, где в конце явно указано на запрет копирования.
По всем вопросам вы можете обратиться к администратору сайта через форму обратной связи
 Поддержать проект
Поддержать проект
 Готовясь к соревнованиям по мотокроссу, многие неопытные гонщики подчас подумывают: не заменить ли мотор? А зачем? Предлагаем вашему вниманию способ увеличения мощности широко применяемых двигателей В-50 (В-501). Форсированный, после обкатки и регулировки на бензине АИ-83 в смеси с авиационным маслом (соотношение 20:1) он развивает мощность до 8 л.с. при 8000 мин-1.
Готовясь к соревнованиям по мотокроссу, многие неопытные гонщики подчас подумывают: не заменить ли мотор? А зачем? Предлагаем вашему вниманию способ увеличения мощности широко применяемых двигателей В-50 (В-501). Форсированный, после обкатки и регулировки на бензине АИ-83 в смеси с авиационным маслом (соотношение 20:1) он развивает мощность до 8 л.с. при 8000 мин-1.