Качество эмали во многом зависит от точного и тщательного соблюдения технологии. Особенно трудно работать с изделиями объемной формы (вазы, кувшины, ларцы, шкатулки, вещи с чеканным рельефом). Из-за внутренних напряжений в материале они часто растрескиваются, а эмаль с них отшелушивается. Качество эмали во многом зависит от точного и тщательного соблюдения технологии. Особенно трудно работать с изделиями объемной формы (вазы, кувшины, ларцы, шкатулки, вещи с чеканным рельефом). Из-за внутренних напряжений в материале они часто растрескиваются, а эмаль с них отшелушивается.
Особенно внимательно надо соблюдать оптимальную температуру обжига. Например, при повышении температуры на 20—30° (в зависимости от температуры плавления той или иной эмали) могут обнаружиться такие дефекты.
После обжига на припаянных к основе перегородках появляются темные, похожие на накипь наплывы, а растекшаяся эмаль стягивается к стенкам ячеек в виде мениска (чашеобразного углубления). Устранить дефект можно, только счистив наплывы абразивным бруском или шабером. И, если потребуется, повторить обжиг, снизив при этом температуру на 20—30°С или же незначительно сократив время обжига.
Эмаль на границе с перегородками изменяет свой цвет. Например, на белой эмали (основа — медь) появляется зеленый и черный контур. Меняется насыщенность цвета в прозрачных эмалях, они становятся почти бесцветными. В таких случаях прежде всего надо снова покрыть изделие эмалью и повторить обжиг при пониженной температуре. Если же этого сделать невозможно, так как ячейки заполнены оплавленной эмалью, придется воспользоваться другим способом. Эмаль частично или полностью удаляют с помощью штихеля, шабера, бора или же кислотой, растворяющей стекло. А затем наносят новый слой и обжигают изделие.
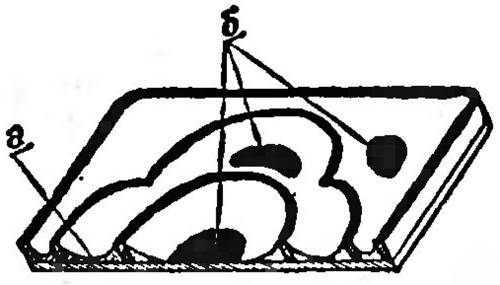
Дефекты эмали: а — глубокий мениск; б — участки, которые не покрыла эмаль.
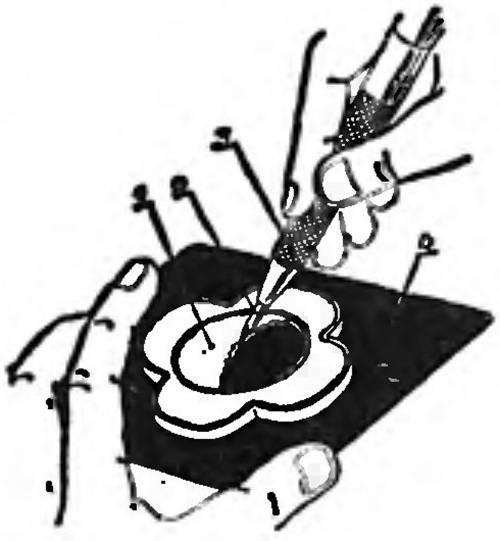
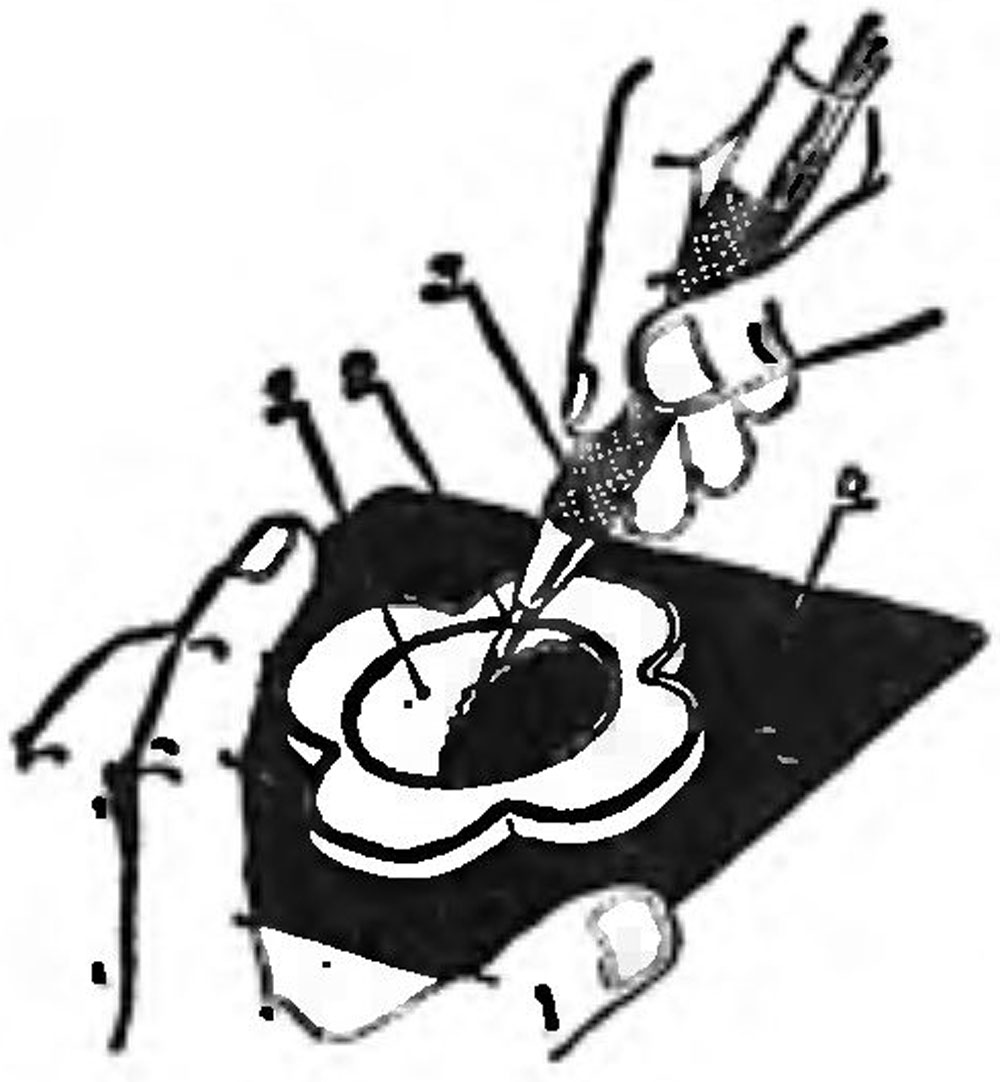
Удаление неудачной эмали с помощью бормашины: 1 — эмаль; 2 — фреза; 3 — наконечник бормашины; 4 — основа.
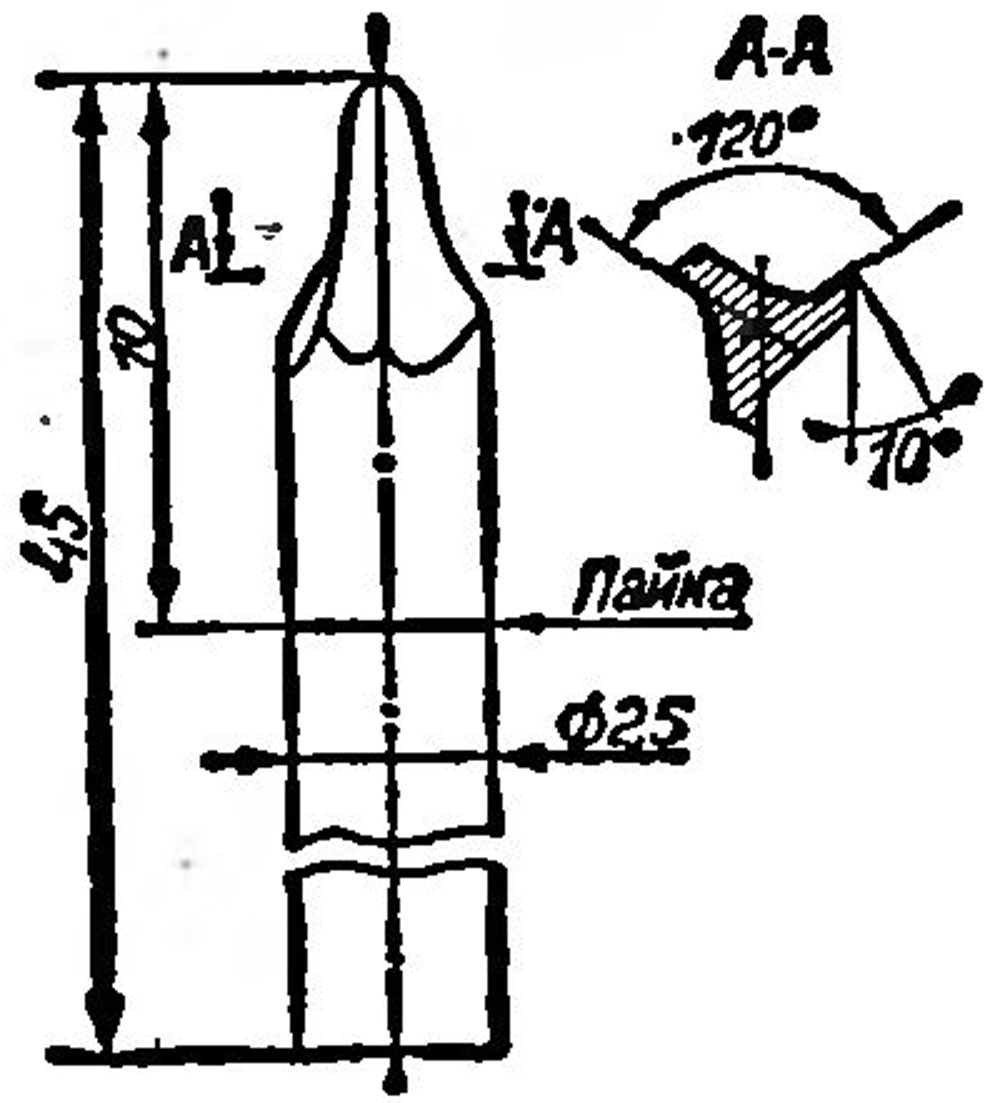
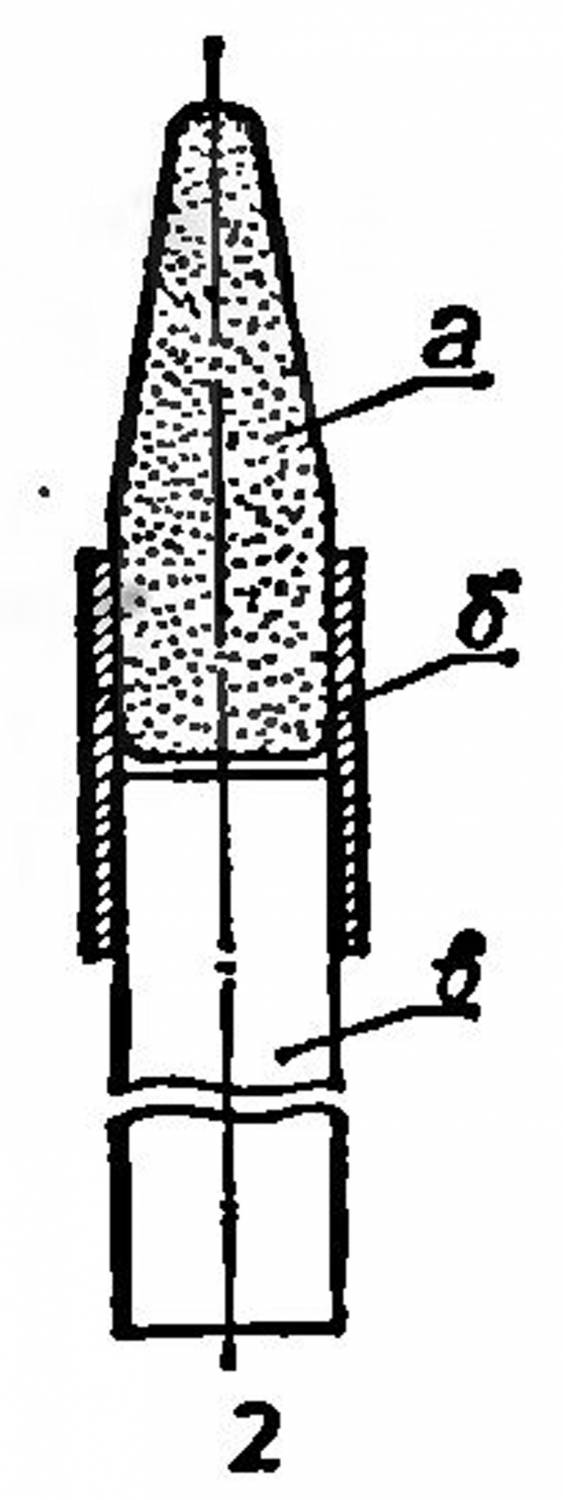
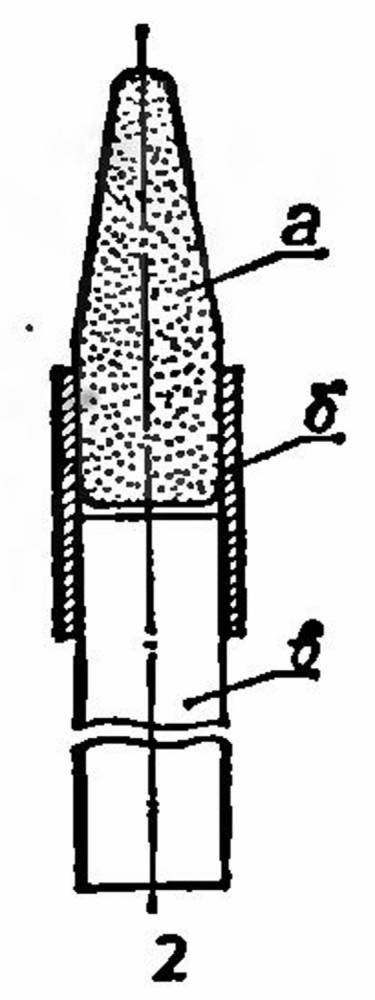
Инструмент для удаления некачественной эмали можно изготовить в домашней мастерской. Фреза делается из кусочка твердосплавных материалов (ВК-9 и другие), припаянного к стержню (латунь Л-65). Комбинированная головка вытачивается из изношенного абразивного инструмента, например из отрезного алмазного круга.
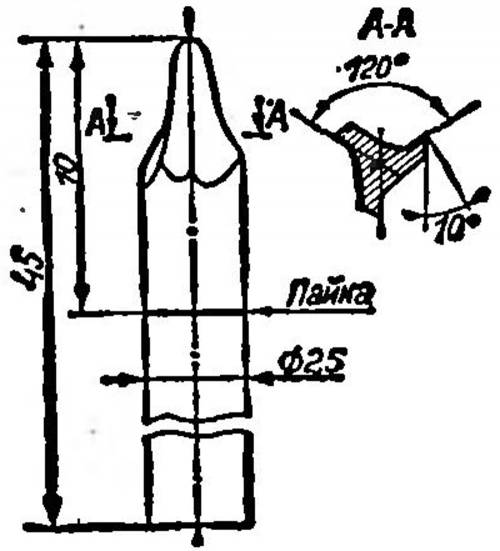
На рисунках: 1 — фреза с трехгранной режущей частью;
2 — комбинированная головка, а — головка; б — трубка; в — стержень.
Эмаль покрыла не все изделие, она стянута по краям ячеек. Этот дефект обычно встречается после первого, реже второго обжига. Вероятно, основа была не очень тщательно обезжирена или же в ячейки попало мало эмалевого порошка. Необходимо шабером или штихелем снять окалину с не заполненных эмалью участков, снова нанести эмаль на изделие и обжечь его при более низкой температуре.
При заниженной температуре обжига изделий поверхность эмали бывает неровной, бугорчатой, а ее расцветка и блеск — тусклыми. В этом случае надо снова обжечь изделие, повысив температуру на 20—30° С.
Иногда эмаль покрывается после обжига едва заметными волосяными трещинами. Проще исправить такой дефект, когда он обнаружится сразу после обжига. Тогда на обратную сторону изделия накладывают контрэмаль, а если контрэмаль уже была, наносят на нее добавочный слой. Чтобы в дальнейшем избежать трещин на подобных изделиях, надо их основу делать из более тонкого металла.
Бывает, что после обжига в эмали образуются многочисленные пузырьки. Причина этого — химическая реакция в самой эмали из-за плохой очистки основы от флюса, остатков кислоты после травления. Такую эмаль надо сколоть, нанести на изделие новую и обжечь его. Если устранить дефект не удается, придется заменить основу.


|  Поддержать проект
Поддержать проект