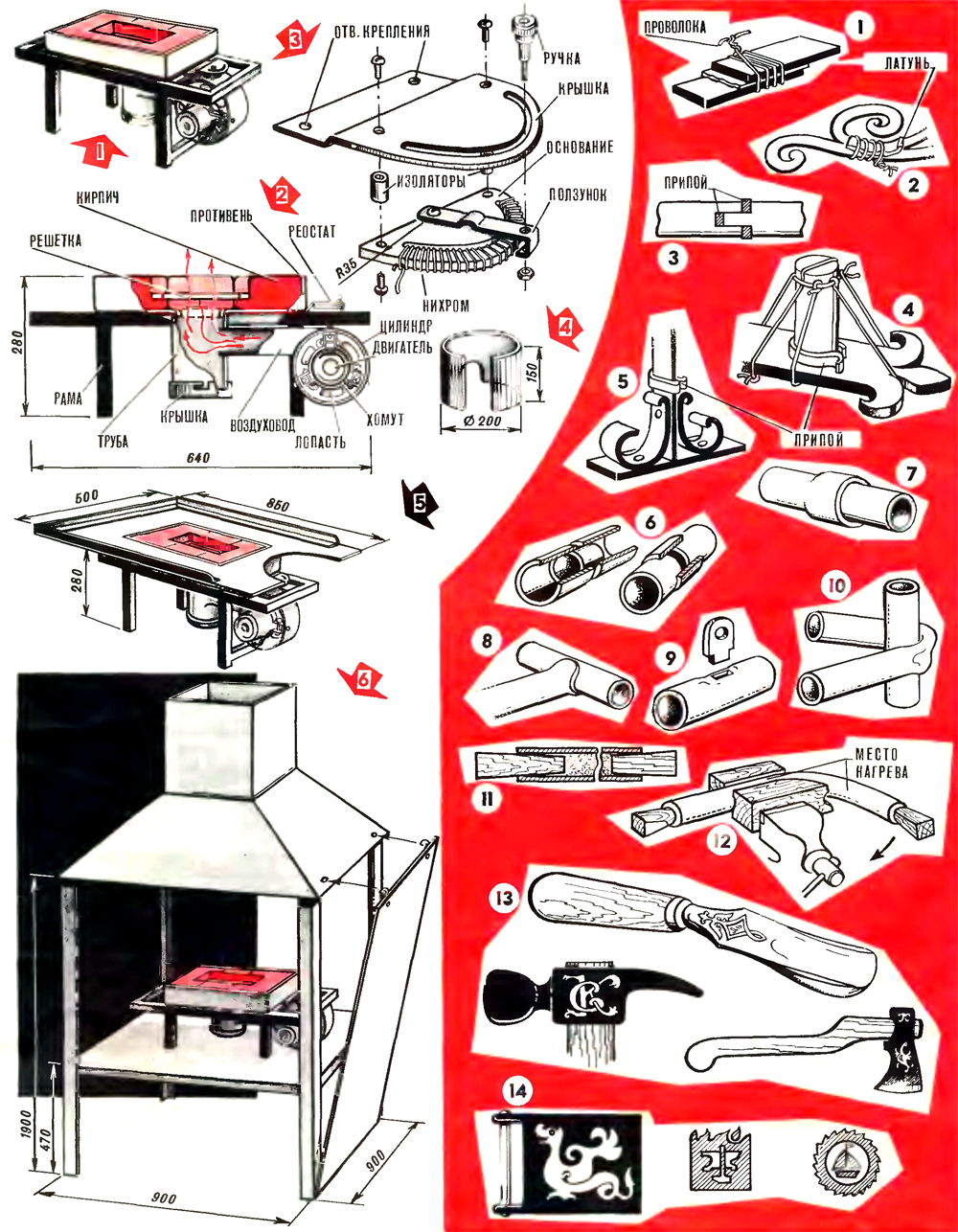
Разогрев металла — дело хлопотное. Кузня хоть и нехитра по конструкции, а требует и места, и оборудования. Мы же предлагаем небольшой переносной горн (см. рис. 1). Он прост в обращении, быстро нагревает металл до нужной температуры и работает от источников тока с безопасным напряжением.
Устройство горна показано на рисунке 2. На металлической раме из стальной трубы установлен противень из листовой стали толщиной 1,5 мм. Его размеры выбраны с таким расчетом, чтобы сюда плотно укладывались поперек три огнеупорных кирпича. В них вытесывают уступ, на который устанавливается колосниковая решетка из 8-миллиметровой стальной пластины. Заметим, кирпичи обрабатываются легче, если перед обработкой положить их на некоторое время в ведро с водой.
В металлическом противне под решеткой предусмотрено отверстие с отбортованными кромками. На них плотно сажается кусок трубы диаметром 80 мм. Снизу у трубы имеется съемная крышка для удаления золы, а сбоку присоединяется воздуховод. На его противоположном конце закреплен цилиндр диаметром 150 и высотой 100 мм из стального листа толщиной 0,8 мм. Один торец цилиндра закрыт заглушкой. А с другого устанавливается электродвигатель от автомобильного стеклоочистителя. Крепится двигатель на стенках цилиндра с помощью хомутов. На его вал надевается колесо с шестью лопастями из тонкого дюралюминия.
Напор воздуха, нагнетаемого вентилятором, регулируется реостатом. Его устройство показано на рисунке 3. Основание выпилено из асбестоцементного листа толщиной 8 мм, сопротивлением служит нихромовая проволока от спирали электроплитки на 127 В, ползунок изготовлен из упругой латунной пластинки. Сверху реостат закрыт алюминиевой крышкой.
Топливом для горна служит каменный уголь. На колосниковой решетке сначала разжигают щепки. Затем включают вентилятор на небольших оборотах и по мере увеличения пламени подкладывают деревянные бруски. Когда они разгорятся, наступает очередь угля. В процессе горения уголь спекается и образует корку, под которой удерживается высокая температура. Если корка образовалась недостаточно плотная и через отдельные трещины пробиваются языки огня, эти места присыпают углем и орошают водой. Удобнее эту операцию проводить тряпкой, закрепленной на проволоке. Подсыпать новые порции угля и укладывать заготовки следует через отверстие в корке, пробитое с краю. Свод же, образовавшийся из спекшегося угля, разрушать не следует.
Можно обойтись и без каменного угля, а одними лишь древесными отходами. В этом случае сверху на горн ставится стальное кольцо (см. рис. 4). По мере горения деревянные бруски обугливаются и опускаются вниз. В нижней части кольца под слоем древесного угля образуется достаточно высокая температура. Для правильной установки предметов внутри кольца, а также для контроля за процессом горения на стенке имеется вертикальный разрез. А с противоположной стороны другой — он предусмотрен на случай, если размеры заготовки слишком велики. А чтобы она имела еще и надежную опору, на краях стола устанавливают съемный столик. Проще всего изготовить его из дюралюминиевых уголков и пластин, как показано на рисунке 5.
А теперь несколько слов о технике безопасности. Рядом с горном не должно быть горючих материалов. Над ними обязательно устанавливается вытяжной короб. Если горн будет разжигаться на дворе, предусмотрите, чтобы поблизости не было деревянных строений, гаражей и других пожароопасных объектов. Желательно на открытом воздухе оборудовать постоянное рабочее место с вытяжной трубой и стенками, защищающими от ветра, как показано на рисунке 6.
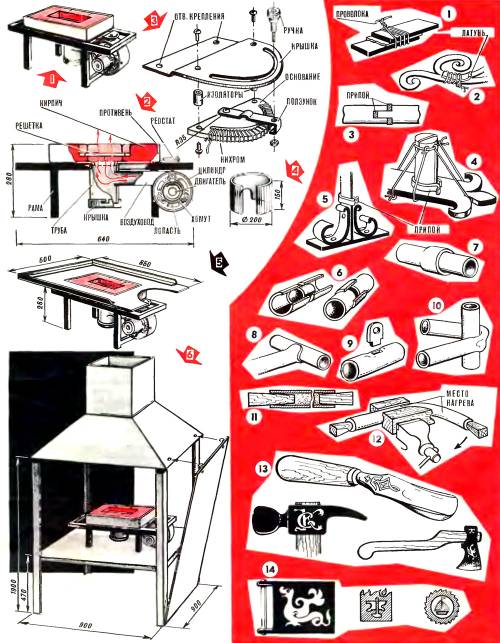
Горновая пайка латунью. По прочности она почти не уступает сварке, поэтому удобнее ее вести с помощью переносного горна.
Стальные детали, подготовленные к пайке, зачищают напильником. Затем кисточкой на них наносится флюс — насыщенный раствор буры в воде. А припоем служат латуни марок Л62—Л68.
Практическое знакомство с горновой пайкой целесообразно начать с соединения внахлестку частей стальной полосы толщиной 3 или 4 мм. Между отрезками полос вкладывается лист латуни и наносится флюс. Все вместе стягивается тонкой стальной проволокой (см. рис. 1 на цветной вкладке). Чтобы припой не прихватывал проволоку, ее предварительно отжигают до появления окалины. Заготовки помещают в горн так, чтобы был виден процесс плавления припоя. Как только он расплавится и «потечет», заготовки вынимают. Излишне долгое пребывание изделия в огне снижает прочность паяного шва. После остывания место пайки очищают от остатков флюса металлической щеткой, смоченной в воде. Наплывы латуни запиливают напильником и окончательно зашлифовывают наждачной бумагой.
Подобным способом можно соединять стальные прутки, например декоративной решетки (рис. 2). Чтобы соединить два прутка, их концы затачивают в шип (рис. 3). А в некоторых случаях вложенный между деталями кусочек латуни при плавлении ослабляет натяжение крепежной проволоки. Чтобы этого не происходило, припой не подкладывают, а оборачивают вокруг одной из деталей, как показано ни рисунках 4 и 5.
Соединение стальных трубок одинакового сечения проще производить с помощью наружной или внутренней муфты (рис. 6). Но можно их соединить и так. Конец одной трубки надевают на оправку и, постукивая молотком, слегка вытягивают его. В этом месте стенки трубки становятся тоньше, а диаметр увеличивается (рис. 7). Поперечное соединение двух заготовок будет прочным, если на одной детали проточить язычки, как показано на рисунке 8. Если в трубку требуется вставить язычок для болтового крепления других деталей (рис. 9), поступать следует так. В трубке просекается отверстие. В него плотно вставляется язычок и производится пайка. Могут производиться и другие виды соединений. Один из них показан на рисунке 10.
Во всех случаях залогом качественной пайки является тщательная подгонка и зачистка соединяемых деталей. Если соединение получилось непрочным, дефект исправляют повторным нагревом, разъединением деталей. Далее поверхность вновь тщательно зачищают и паяют.
Может возникнуть и такая ситуация, когда при подгонке трубчатых деталей, одну из них потребуется согнуть. Эту работу можно выполнить, лишь набив ее сухим песком. Для уплотнения песка в трубке пользуются длинными деревянными пробками (рис. 11). Если в мастерской нет трубогиба, заготовку изгибают в слесарных тисках, применив деревянные подкладки (рис. 12).
Горновой пайкой можно украшать стальные изделия художественной резьбой. В этом случае предмет покрывают тонким слоем цветного металла, а затем в соответствии с рисунком удаляют некоторые его участки. Покрывать стальные изделия можно цинком, медью, латунью, бронзой. Однако надо отметить, что наиболее эффектно смотрится желто-золотой рельеф, выполненный бронзой или латунью по вороненой или оксидированной стали. Покрыть ровным слоем большие поверхности не так просто. Поэтому данная технология наиболее целесообразна для изделий с небольшими декоративными элементами, например, для украшения инструмента: столярных топориков, молотков, стамесок, показанных на рисунке 13. В этой же технике могут быть выполнены пряжки, значки-эмблемы, а также всевозможные застежки, крышки для шкатулок и многое другое. В этом случае поступают так. Из тонкого цветного металла готовится украшение. Оно накладывается на стальную заготовку, когда она достаточно прогреется в горне. Если изделие не удается поместить в горн горизонтально, пользуются следующим приемом. Пластину припоя накладывают на место и покрывают листом асбеста, который в свою очередь закрепляют тонкой стальной проволокой. На вогнутые или выпуклые поверхности асбест накладывают влажным — тогда он лучше повторяет форму изделия и не позволяет вытекать расплавленному припою.
Рисунки С. Завалова |  Поддержать проект
Поддержать проект