Искусство эмали, или, как ее называли прежде, финифти, уходит в далекое прошлое. Богатые художественные возможности, яркость красок, их вечная нетускнеющая свежесть, блеск, равный самоцветам, позволили ювелирам на протяжении веков постоянно находить новые формы применения эмали. Ею украшали предметы женского убора — ожерелья, подвески, диадемы, серьги, отделывали драгоценную посуду и церковную утварь, парадную конскую сбрую и оружие, предметы быта. Эмаль обычно сочетали с драгоценными камнями, сканью, чеканкой, гравировкой на золотой и серебряной основе. Искусство эмали, или, как ее называли прежде, финифти, уходит в далекое прошлое. Богатые художественные возможности, яркость красок, их вечная нетускнеющая свежесть, блеск, равный самоцветам, позволили ювелирам на протяжении веков постоянно находить новые формы применения эмали. Ею украшали предметы женского убора — ожерелья, подвески, диадемы, серьги, отделывали драгоценную посуду и церковную утварь, парадную конскую сбрую и оружие, предметы быта. Эмаль обычно сочетали с драгоценными камнями, сканью, чеканкой, гравировкой на золотой и серебряной основе.
И сегодня эмаль привлекает ювелиров, живописцев, графиков, скульпторов, монументалистов. На основе изучения старинной техники расширяется диапазон возможностей ее использования. Кроме традиционных изделий ювелирного и прикладного характера, эмаль проникает в архитектуру: ведь это самый подходящий и прочный материал, сохраняющий свой цвет невзирая на капризы погоды. Она находит применение в оформлении интерьеров, в декоративно-прикладном искусстве, дизайне и других областях.
Среди любителей, не организованных в коллективы, эмаль не получила достаточного распространения. Причиной тому стали определенные трудности технологии и обжига. Не последнюю роль сыграла в этом система продажи эмалевого сырья.
Виды эмалей
Техника эмали на протяжении многовекового развития постоянно видоизменялась и совершенствовалась. В настоящее время наибольшее распространение получили выемчатая, перегородчатая, оконная и живописная эмали.
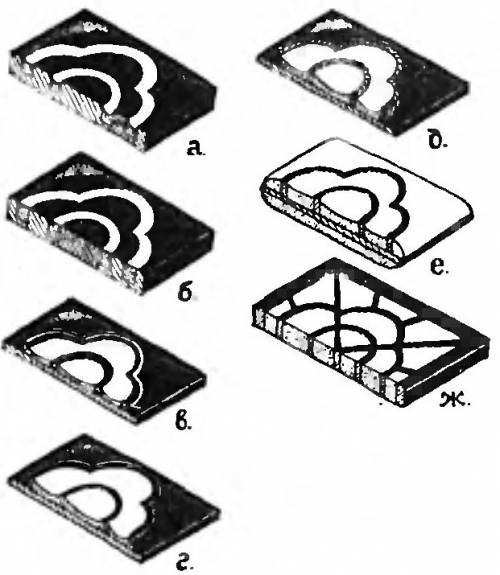
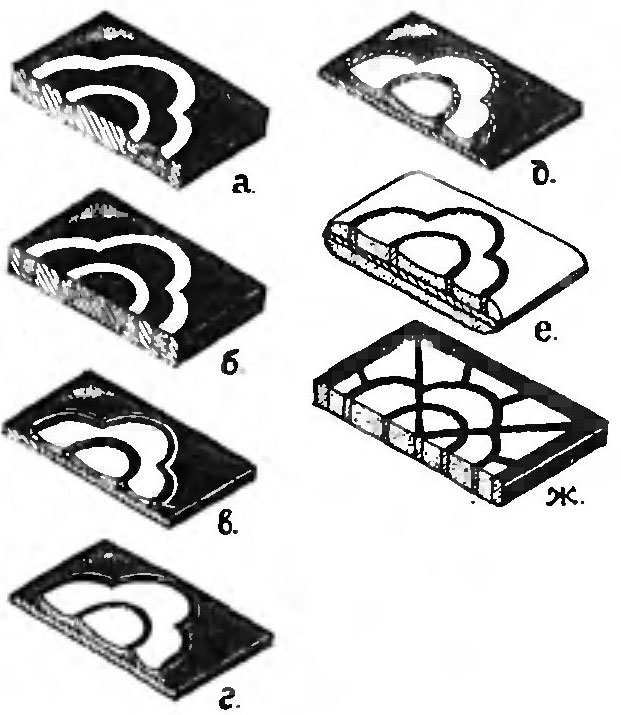
Виды эмали:
а, б — выемчатые с вогнутой и горизонтальной поверхностями, в, г, д — перегородчатые с проволокой, лентой и сканью, е — перегородчатая с контрэмалью, ж — оконная
Выемчатая эмаль — наиболее проста и доступна для начинающих. Эмаль заполняет углубления изделия — выемки, которые получаются гравированием, чеканкой, травлением или выпиливанием лобзиком. В последнем случае ажурную пластину накладывают на лист металла и соединяют заклепками.
Выемчатая эмаль стала широко применяться в массовом производстве благодаря использованию высокопроизводительных штампов, на которых изготовляют основу под значки, эмблемы, недорогие украшения для женщин. При изготовлении таких изделий требуется многократное заполнение выемки эмалью с последующим обжигом, а на завершающей стадии — шлифовка и полировка поверхности.
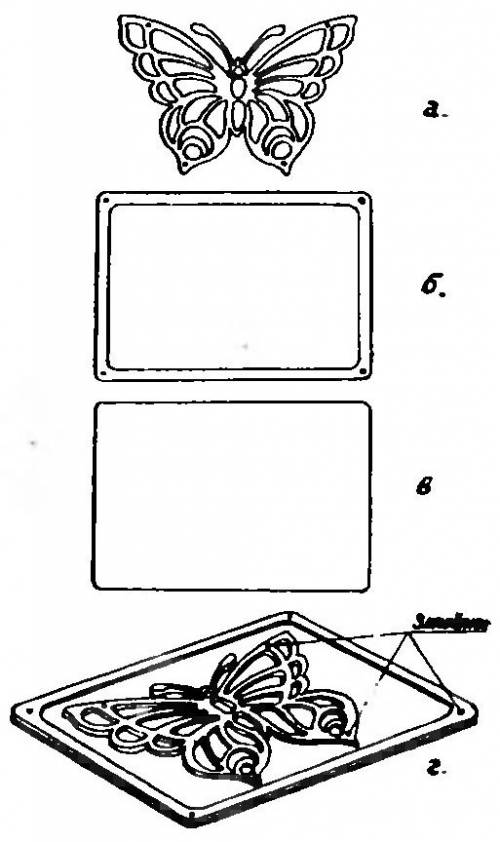
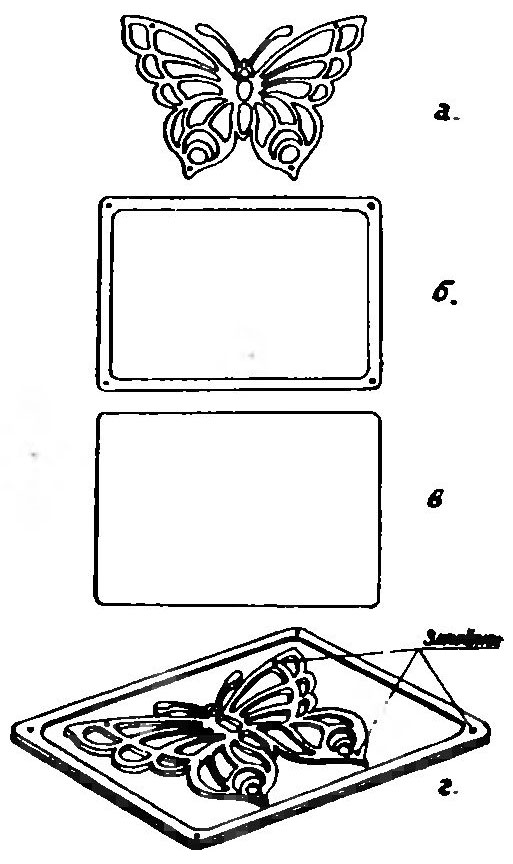
Основа выемчатой эмали, выпиленная лобзиком:
а — орнамент, б — рамка, в — подложка, г — готовая основа
Перегородчатая эмаль в противоположность выемчатой не поддается механизированному изготовлению основы и полностью базируется на приемах ручного труда. Эмаль заполняет ячейки, образованные тонкой проволокой или лентой, положенной на ребро на поверхность основы. Существуют две разновидности перегородчатой эмали — эмаль по глади, когда внешняя поверхность перегородок гладкая, и эмаль по скани — скрученной и прокатанной через вальцы проволоки.
Следует заметить, что пайка деталей под эмаль в отличие от скани не требует тщательной припайки к основе. В дальнейшем все неплотности заполнит и будет держать эмаль.
Старые мастера вместо пайки закрепляли перегородки при помощи заусенцев, вырезанных резцом в металле основы. Существует также метод, в котором перегородки, положенные на оплавленный слой просвечивающей фоновой эмали, подвергают повторному обжигу и таким образом закрепляют на основе. Затем наносят и обжигают эмаль так же, как и при напаянных перегородках. В том и другом способах перегородки крепятся без применения пайки, что имеет свои положительные стороны.
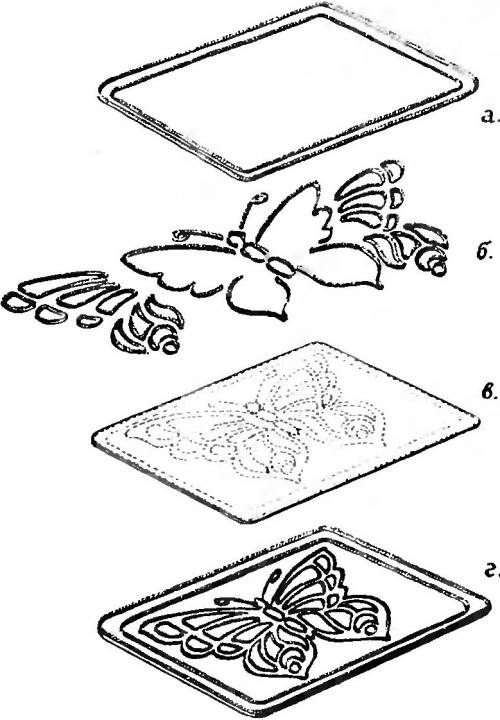
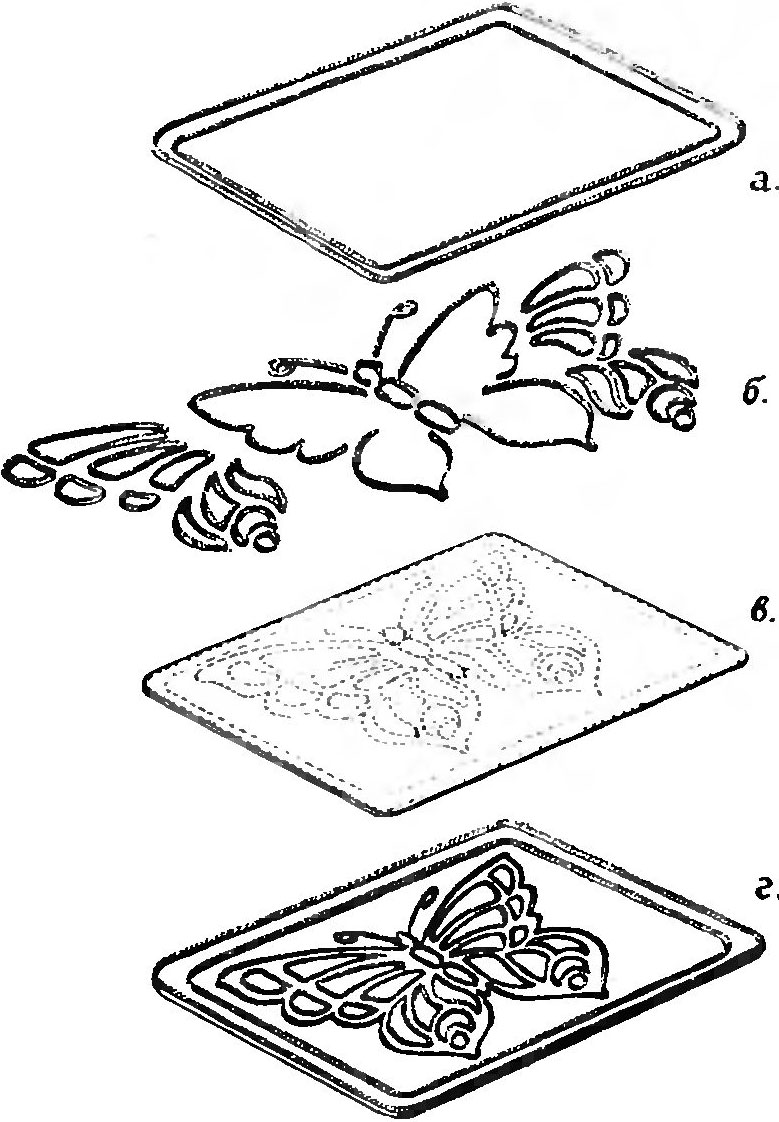
Основа перегородчатой эмали:
а — рамки, б — детали орнамента из витой проволоки — скани; в — основа с рисунком; г — основа с набранной сканью
Оконная эмаль считается наиболее трудоемкой, требующей больших практических навыков и мастерства исполнителя. Эту технику впервые начала применять в русских эмалях в XIX веке фирма Овчинникова. Оконной эмаль названа потому, что в оплавленном виде она заполняет сквозные отверстия — окна основы, создавая интересные цветовые эффекты. Однако если рассматривать ее не на просвет, оконная эмаль теряет свою прелесть.
В техническом отношении сложность заключается в многократном заполнении сырой эмалью окон с последующим обжигом. Температура обжига должна находиться на грани начала плавления эмали, и только в конечной стадии работы, когда окна будут затянуты достаточно толстым слоем, проводят обжиг при более высокой температуре.
Живописная эмаль требует от мастера определенных способностей и навыков в области рисунка и живописи. Техника этого вида эмали такова: на основу — тонкую медную пластинку — наносят контрэмаль (слой эмали с оборотной стороны), а затем обжигают. Это делается для того, чтобы тонкий металл не покоробился. Затем на лицевую сторону наносят и обжигают эмаль, служащую фоном будущему живописному изображению. Живопись ведут специальными эмалевыми красками. Завершающая стадия — обжиг живописного слоя, нанесение на него защитной прозрачной эмали и конечный обжиг изделия.
Техника насеивания. В последнее время получили распространение эмали, выполненные в технике насеивания. Этот вид эмали декоративен, особенно хорошо смотрятся плоские изделия — настенные панно, подносы, тарелки и т. д. Технология насеивания такова: в соответствии с цветами сюжета из тонкого картона вырезают трафареты, через которые с помощью сита на основу последовательно насеивают порошки эмали резных цветов. Чтобы они не смешивались, каждый слой закрепляют клеем, нанесенным пульверизатором. Обжиг изделий не отличается от обжига при других технологиях.
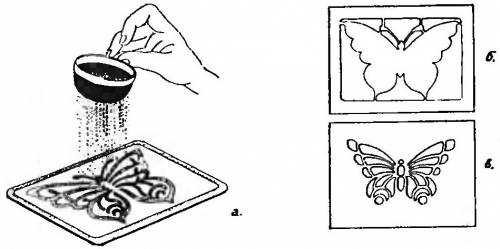
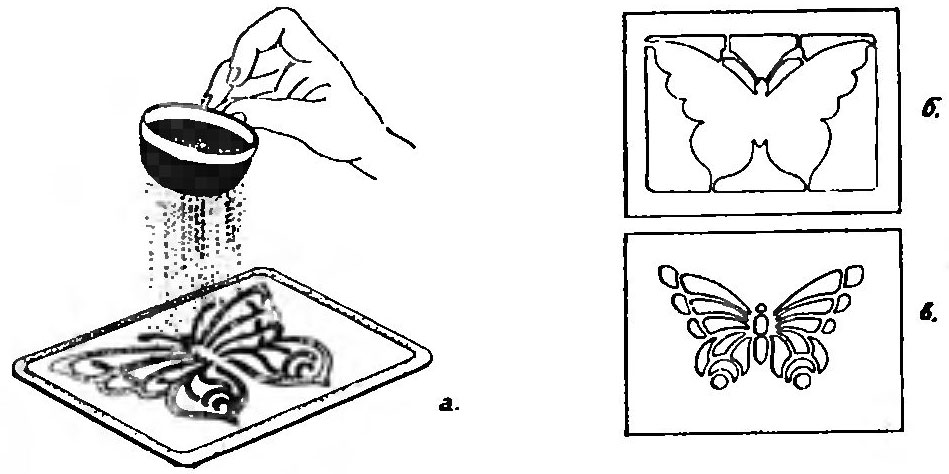
Насеивание порошка эмали по трафаретам:
а — насеивание, б — трафарет для второго цвета, в — для третьего
Выбор сюжета
Характерные особенности эмали — яркие краски, гладкая, блестящая поверхность, интенсивность и глубина цвета, четкий контурный рисунок — требуют определенного композиционного решения. Как в старину, так и в наше время одним из наиболее выразительных элементов композиции служат мотивы растительного орнамента.
Изделиям с эмалью присущи малые формы. Наиболее яркое впечатление производят вещи небольшие или миниатюрные. Для отделки изделий из дерева, кожи, камня с успехом используют эмалевые вставки. Ими украшают кубки, шкатулки, пояса и т. д. При разработке таких вставок нужно искать гармоничное с основным изделием цветовое решение, учитывать их соразмерность.
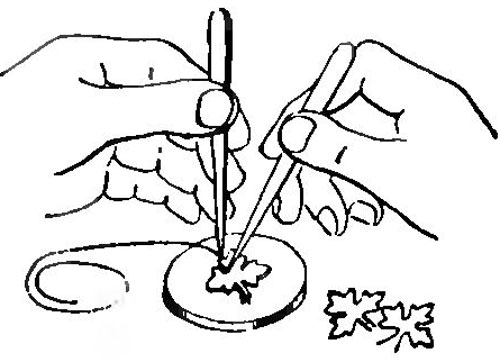
Изготовление однотипных деталей из скани с помощью шаблона
Материалы
Эмаль. Это стекловидный прозрачный сплав, состоящий из многих компонентов: кварца, соды, мела, карбоната магния, окиси свинца. Окислы металлов придают ей различную окраску. Например, окись железа в сочетании с другими компонентами окрашивает эмаль в желтый, красный, коричневый, серый или черный цвета различных оттенков. Окись марганца — в фиолетовый и коричневый, окись меди — в сине-зеленый.
Эмаль бывает прозрачная и непрозрачная (глухая). Прозрачность, чистоту и сочность красок получают за счет добавки окиси свинца. Непрозрачность — подмешиванием глушителей: окиси олова, каолина, костной муки.
В зависимости от состава эмали имеют различную температуру плавления. Нанесение и обжиг начинают обычно с наиболее тугоплавкой эмали, а заканчивают легкоплавкой. Основные требования, которые предъявляются к художественным эмалям,— это легкоплавкость (в пределах до 800°С), хорошая кроющая способность, прочность соединения эмали с металлом, яркость, чистота цвета и блеск.
Металлы. Для изготовления основы под эмаль наиболее подходящим материалом служит медь. Химические и физические свойства меди, высокая температура плавления (1081°С) способствуют стабильному расплавлению эмали и надежной ее связи с металлом.
Из медных сплавов в качестве основы под эмаль пригоден только томпак (Л-90), имеющий по сравнению с медью более чистую светло-желтую окраску. Все другие сплавы — латунь, бронза, нейзильбер — по своим свойствам не пригодны для основы под эмаль.
Припои. Для крепления перегородок к основе в технике перегородчатой эмали применяется пайка твердыми припоями.
В любительской практике пайку меди и томпака лучше вести припоями, представляющими собой сплав меди и цинка. Это, например, латунь Л63 с содержанием меди от 62 до 65%, остальное цинк, а также припой с содержанием меди 51%, цинка 44% и олова 5%. Добавка олова придает хорошую текучесть и пластичность. Температура полного расплавления припоя Л63 — 905"С, припоя с оловом — 860°С. Для качественной пайки указанные припои применяют в виде порошка, состоящего из одной весовой части опилок припоя и одной части прокаленной буры.
Подготовка исходных материалов
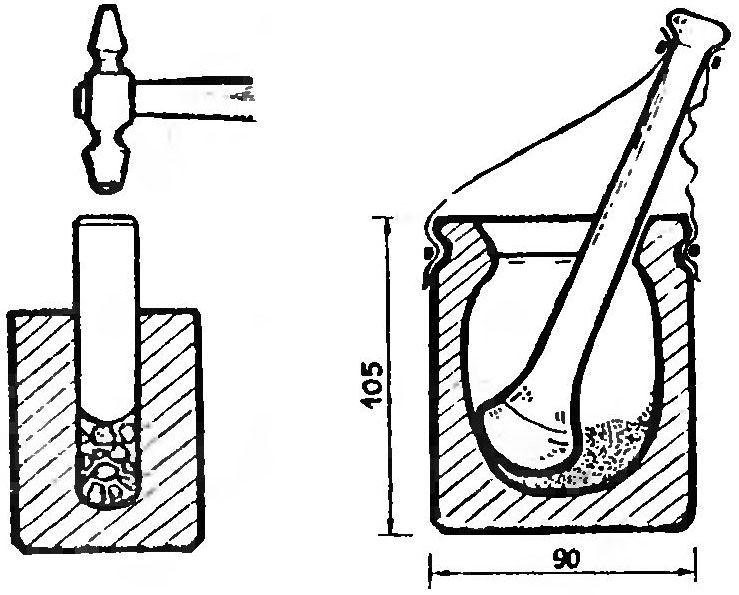
Растирка. Художественные эмали изготавливаются заводом в виде небольших плиток. Необходимое для работы количество эмали откалывают и размельчают ударами молотка, предварительно завернув куски в плотную ткань. Более удобно вести эту работу в ударной металлической ступке. Размельченную эмаль смачивают и окончательно растирают в порошок в фарфоровой ступке. Прозрачная эмаль должна иметь помол мелкого сахарного песка, непрозрачная — мельче.
Размельчение кусков эмали и сухую растирку можно объединить, использовав стальную ступку. В ней легко размельчить крупные куски эмали, а затем растереть их. Чтобы куски эмали не разлетались, ступку можно покрыть полиэтиленовой пленкой.
Сухой порошок нужно очистить с помощью магнита от стальных частиц, просеить через сито и рассортировать по размеру зерен.
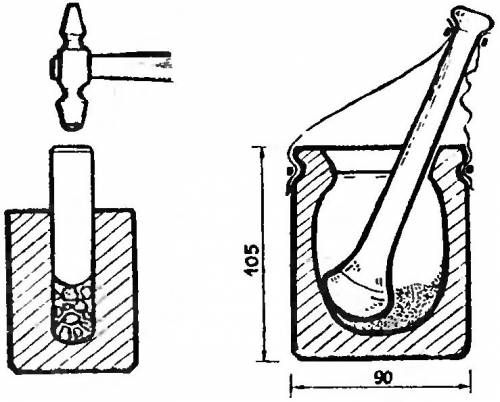
Ступка для размельчения кусков эмали и последующей растирки
Отмучивание. Растертый порошок ссыпают в чашку или пузырек с широким горлом и заливают чистой водой. Периодически перемешивая стеклянной палочкой, дают ему немного отстояться, а затем сливают мутную воду. Эту операцию повторяют до тех пор, пока вода над отстоявшимся порошком не станет прозрачной.
Особенно тщательно нужно отмучивать прозрачные эмали, так как пылевидные
частицы, оставшиеся в порошке, после обжига дадут точки, отличающиеся по цвету. У непрозрачных эмалей небольшое замутнение не так заметно.
По окончании отмучивания пузырьки с увлажненным порошком плотно закрываются пробками и маркируются этикетками с наименованием эмали. В таком виде она может храниться длительное время.
Для работ обычно используют три помола змали: грубый — для специальных целей, например, ею можно наносить рисунок в виде отдельных точек, средний — для большинства изделий и тонкий — применяемый для росписи по эмали.
Ход работы
Подготовка основы заключается в тщательной очистке металла от загрязнений, окислов, остатков флюса после пайки и т. д. В зависимости от конструкции изделия и характера загрязнения используются разные методы. Если на металле есть остатки флюса, его удаляют кипячением изделия в воде или в 5—10%-ном растворе азотной или серной кислоты, затем промывают под струей воды и сушат. После очистки мест, на которые будет наноситься эмаль, нельзя касаться руками.
Механическую очистку ведут щетками из капрона, латуни, нейзильбера.
Нанесение эмали. В работе с эмалью чистота — залог хороших результатов. Малейшие частицы пыли или другие посторонние включения, попавшие в эмалевый порошок, становятся причиной изменения цвета и образования точек и пятен. Небрежность в работе становится очевидной только после обжига, то есть когда изделие практически готово и недостатки уже трудно исправить. Поэтому с самого начала все операции нужно вести с большой тщательностью.
Существует два основных метода нанесения эмали: насеивание сухого порошка через сито по трафарету и нанесение увлажненного порошка (кашицы) кистью или шпателем. Слой порошка должен быть достаточно толстым, так как тонкий слой при обжиге может дать поры и непокрытые участки металла.
Перед нанесением эмали на объемные предметы их покрывают клеем, тонким слоем напиленным с помощью пульверизатора. Чтобы получить нужную толщину покрытия, порошок наносят в два-три приема с сушкой каждого предыдущего слоя. Клей можно взять марки БФ-6, разбавив его этиловым спиртом в пропорции 1:10. Традиционный метод нанесения влажной эмали кистью или шпателем используется и поныне. Кисти должны быть из волоса средней жесткости с тонким концом, например, колонковые, круглые № 2 или № 3. Старые мастера пользовались трубочками из гусиного пера, срезанного наискось.
Мокрый, но без излишков воды порошок тонкого помола берут кончиком кисти, как лопаткой, и заполняют ячейки основы. Для очистки кисти при переходе с одной эмали на другую достаточно промыть ее в воде. Наряду с кистью действуют и шпателем. Что лучше, сказать трудно — все зависит от характера изделия и привычки мастера.
При перерыве в работе эмаль в ячейках может высохнуть. Чтобы продолжить дело, эмаль, граничащую с незаполненным участком, необходимо увлажнить, иначе порошок с кисточки не будет ложиться в ячейки.
Сушка. Нанесенную на основу влажную эмаль перед обжигом необходимо хорошо просушить. После сушки с изделием нужно обращаться с особой аккуратностью, чтобы сухой порошок не осыпался.
Обжиг. Наиболее подходящими источниками тепла для обжига эмали служат лабораторные муфельные электропечи. В самой большой из них можно обжигать изделия величиной до 350 мм. Температура в пределах до 900°С регулируется реостатом.
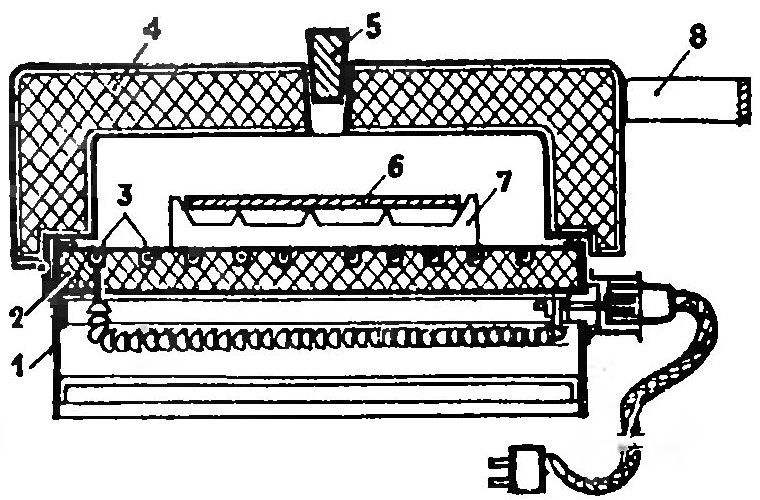
Однако на первых порах можно обойтись электроплиткой с открытой спиралью. Для достижения в зоне обжига нужной температуры над спиралью устанавливается теплозащитный кожух, выполняющий роль термокамеры. При хорошей теплоизоляции кожуха за 20 минут температура в нем поднимается до 800—850°С. Этого обычно бывает достаточно, и во избежание перегрева плитку периодически выключают на 3—5 минут или же питают пониженным напряжением от автотрансформатора.
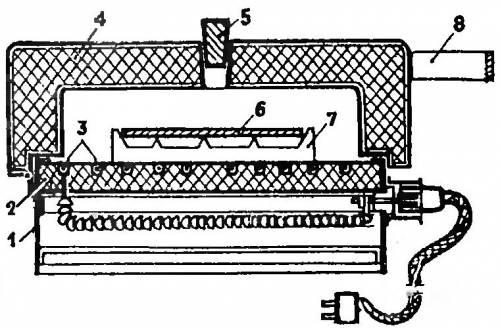
Электроплитка, приспособленная для обжига эмали:
1 — корпус, 2 — керамика, 3 — спираль, 4 — кожух из листовой стали с теплоизоляцией (измельченный асбест), 5 — пробка смотрового отверстия (графит, керамика), 6 — эмаль, 7 — подставка, 8 — ручка
Для удобства и безопасности работы спираль можно покрыть замазкой, приготовленной из 1 части глины, 2 частей песка, 3—4 частей воды. По окончании работы замазку нужно хорошо просушить и только после этого включать плитку. Мощность и размеры самодельной электропечи можно увеличить, изменив конструкцию кожуха и использовав две электроплитки. Подготовленное к обжигу изделие помещают на подставку и вносят в печь. Подставку, минимальную по массе, делают такую, чтобы изделие располагалось в наиболее благоприятных для обжига температурных зонах.
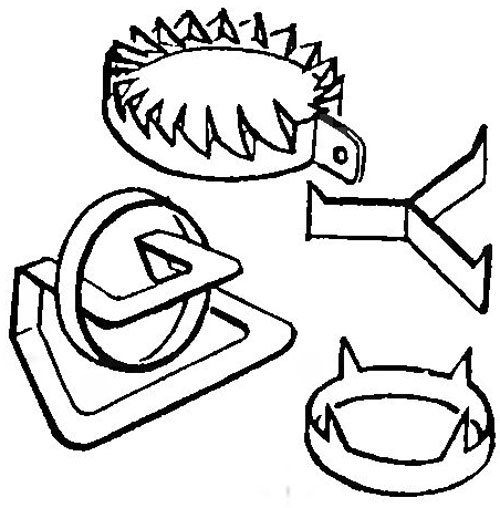
Подставки для обжига эмали из тонкого стального листа
За обжигом наблюдают через смотровое отверстие в дверце печи и в зависимости от цвета металла или по виду эмали судят о ходе процесса. При первом обжиге изделие можно вынимать из печи, когда металл приобретет темно-красный цвет, а эмаль осядет в выемках, станет бугристой, с блестящей поверхностью. После охлаждения в осевшие места добавляют эмалевый порошок и готовят к новому обжигу. Все предварительные обжиги ведут при одной температуре, и только когда слой эмали достигнет достаточной толщины, температуру повышают до уровня, соответствующего светло-красному цвету металла.
Отделка. На изделиях из меди и томпака на свободных от эмали участках после обжига образуется слой окалины. Проще всего окалину удалить химическим травлением в растворе серной кислоты с водой в соотношении 1:9. Раствор должен быть холодным. Это нужно для сохранности эмали, хотя реакция будет идти медленнее.
Если эмаль меняет цвет в кислоте, то можно воспользоваться механическим способом удаления окалины с помощью металлических и капроновых щеток, шабера или абразивных материалов. Для зачистки металла заподлицо с эмалью обычно применяют абразивные бруски с мелким зерном, обильно смоченные водой. Последующую полировку эмали и металла ведут на войлочных кругах с применением обычных полировочных материалов (паста ГОИ и т. д.).
Блеск на зачищенных эмалях можно также получить с помощью так называемого блестящего обжига. Температура в печи должна быть в пределах 900°С, время обжига минимальное.
Литература:
Макаро в Т. И. Перегородчатые эмали древней Руси. М., Наука». 1975.
Рыбаков Б. А. Русское прикладное искусство X—XIII веков. Л., Аврора». 1970.
Писаревская Л. В., Платонова Н. Г., Ульянова Б. Л. Русские эмали X—XIX вв. М., Искусство, 1974.
Пупарев А А. Художественная змаль. М., КОИЗ. 1948.
Флёров А. В. Материаловедение и технология художественной обработки металлов. М., Высшая школа. 1981. |  Поддержать проект
Поддержать проект