Штихеля, как и весь граверный инструмент, делают обычно из углеродистых инструментальных сталей типа У8, У10, У12. Штихеля из легированных сталей марки ХВГ, ХВ5 хотя и лучше держат заточку, но уступают резцам из углеродистой стали в звонкости штриха при гравировании рукописных шрифтов и монограмм «под глянец».
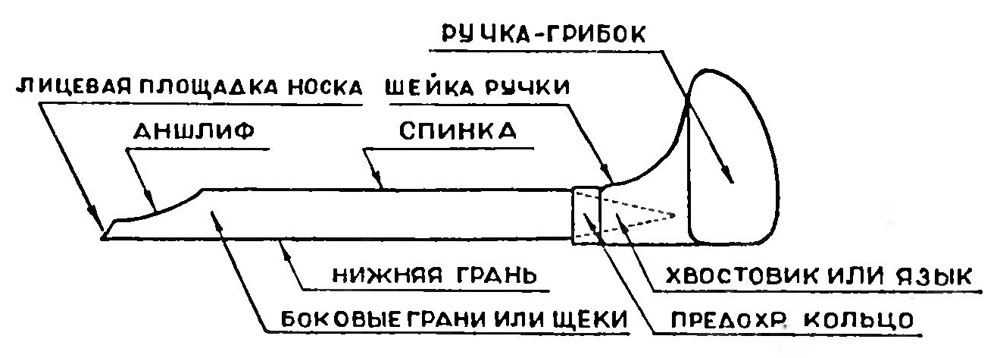
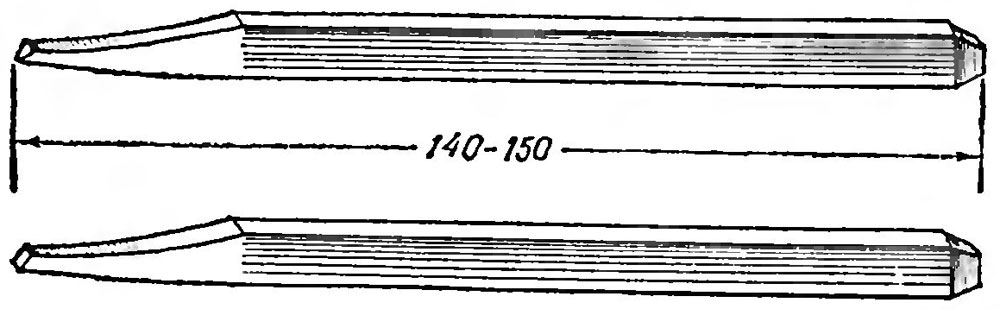
Изготовление штихелей начинается с опиловки напильниками прямоугольных стальных заготовок длиной 90—100, шириной 9—10 и толщиной 2—3 мм. Им придается форма, напоминающая в поперечном сечении клин. При окончательной обработке образующие клин боковые грани шпицштихелей делают слегка выпуклыми, а мессерштихелей — плоскими. Изготавливая штихеля, надо соблюдать следующие обязательные условия:
1) поперечное сечение резца должно быть одинаковым по всей его длине;
2) нижняя грань резца быть прямой или с незначительным плавным внешним скруглением от середины клинка к носку;
3) режущая грань, полукруглая в сечении, должна иметь постоянную ширину или небольшое расширение в сторону режущей кромки.
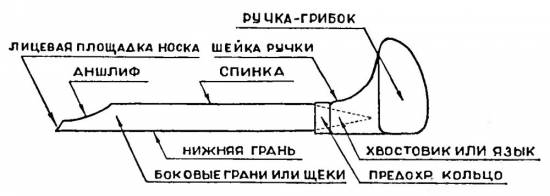
У некаленого штихеля сверху делается скос (тогда после закалки легче будет выточить аншлиф на механическом точиле), а с противоположной стороны запиливают пологий язык для насадки ручки. Готовые резцы не следует полировать: блестящий металл бликами раздражает глаза и в работе полированные штихеля неудобны, выскальзывают из пальцев.
Следующая операция — закалка. Резец, нагретый до светло-малинового цвета (около 800°С), погружают на две трети длины в воду. Чтобы избежать образования хрупкой границы между закаленной и сырой частями клинка, уровень погружения быстро изменяют. Частичная закалка штихеля делается не только потому, что в практической работе резец редко используется более чем наполовину своей длины, но прежде всего для того, чтобы он не сломался при забивке ручки и особенно во время работы. Поломка клинка в хвостовике может привести к серьезной травме руки.
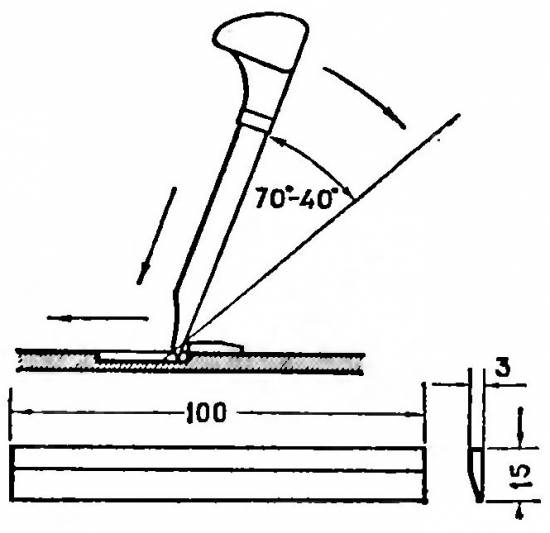
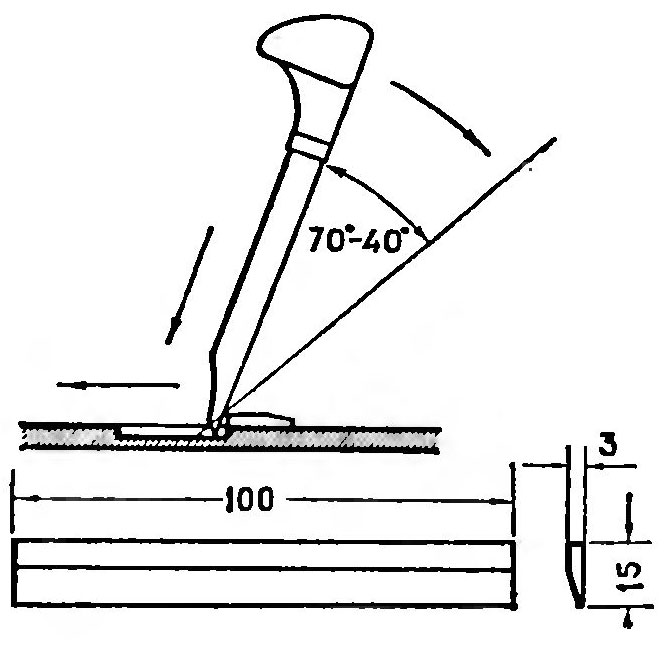
Схема работы флях- и болштихелями через подкладку
Нижняя грань резца и большой палец правой руки опираются о подкладку, указательный и средний пальцы левой удерживают ее на гравируемой пластине. Под углом около 70° штихель направляется к обрабатываемой поверхности и с опусканием ручки вниз одновременно продвигается вперед, срезая металл. Опорная подкладка имеет с одной стороны скос. Разные по высоте боковые грани позволяют в процессе работы выбирать наиболее благоприятную для резания точку опоры в зависимости от глубины реза.
Для снятия напряжения закаленные и зачищенные от окалины штихеля подвергают отпуску. Их равномерно нагревают до светло-соломенного цвета побежалости в пламени спиртовки и быстро охлаждают в воде.
После отпуска штихеля можно насаживать на деревянные ручки. Удлиненные шейки ручек позволяют подогнать штихель точно по руке. Наиболее удобным в работе будет штихель, носок которого в рабочем положении выступает за большой палец на 15—20 мм. На ручку насаживается предохранительное металлическое кольцо диаметром около 10 мм, по центру шейки высверливают направляющее отверстие. Ручку набивают на резец, зажатый через прокладки в тисках, а затем с нижней части «грибка» скалывают сегмент.
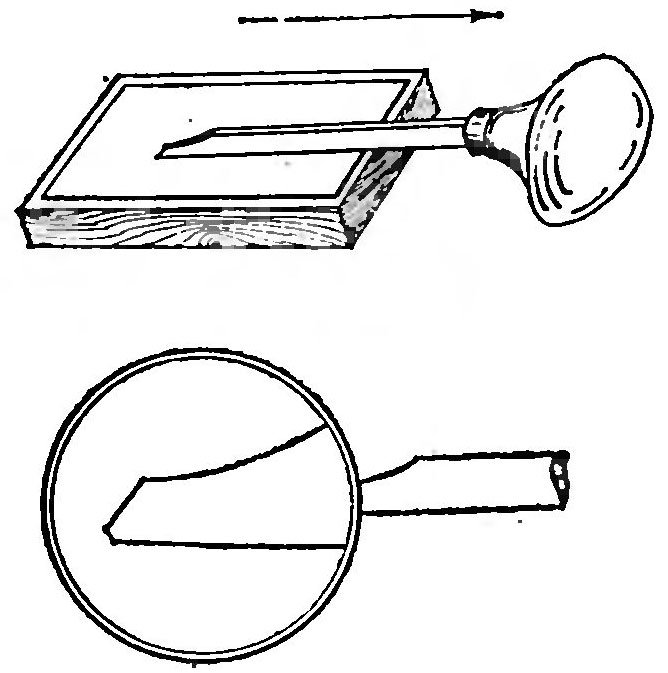
Рабочие движения резца в процессе доводки делаются строго параллельно плоскости абразива. Микрофаска образуется на режущей кромке в результате вскидывания ручки.
На смонтированных штихелях плоскими наждачными камнями или алмазными надфилями исправляют возможные после термической обработки искажения формы режущей грани. Завершают доводку режущей грани пришлифовкой на микрошкурках и полировкой окисью хрома, нанесенной на плотную бумагу или кожу. Все доводочные работы делаются на ровном плоском бруске.
При окончательной доводке нужно выдерживать следующие требования:
1) движения резца во время продольной шлифовки и полировки режущей грани делаются только в одном направлении — на себя;
2) штихель при этом равномерно поворачивают вокруг своей оси, чтобы придать режущей грани форму полуэллипса;
3) в ходе доводки режущая грань не должна иметь никакого угла между любой своей образующей и плоскостью абразива, иначе на режущей кромке возникают микрофаски, препятствующие движению резца вперед или выталкивающие его вверх. Фаски образуются в завершающей фазе движения штихеля на себя, если ручка вскидывается вверх.
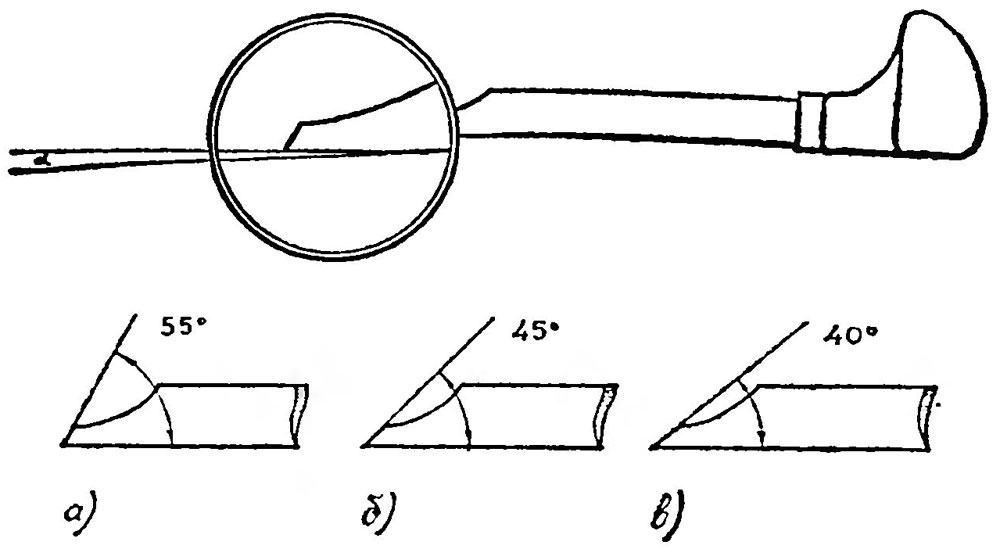
Угол отрыва (альфа) для гравирования на плоскости составляет 4—5°.
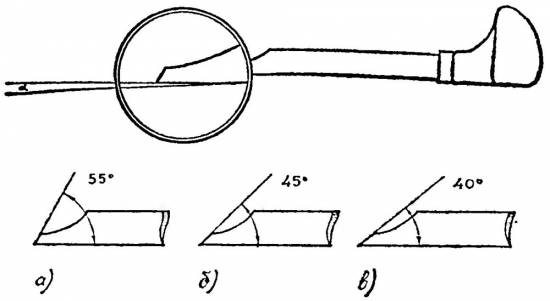
Углы заострения для стали (а), латуни (б), меди (в).
Дальнейшая доработка резца заключается в корректировке его важнейших рабочих углов.
Угол отрыва, обеспечивающий ход резца на заданной глубине и вывод его из металла в нужной точке, должен составлять для гравирования на плоскости приблизительно 5°. Он корректируется во время доводки режущей грани.
Угол заострения, определяющий в наибольшей степени качество резания, имеет переменную величину и зависит от твердости материала. Для гравирования по латуни он составляет 45°, при работе на твердых сталях может достигнуть 60°. Необходимый угол заострения получают на механическом точиле, а затем резец доводят вручную на мелкозернистых брусках типа «индий» или «арканзас», смоченных смесью равного количества машинного масла и керосина. Во время ручной заточки нужно следить, чтобы не исказилась геометрия режущей кромки. Оставшиеся мельчайшие заусенцы снимают ударом резца о твердую древесину.
Для проверки остроты заточки штихель берут в правую руку и, слегка придерживая его пальцами, острием касаются поверхности ногтя большого пальца левой руки. Если штихель достаточно острый, он будет вонзаться в ноготь от незначительного усилия, если тупой — резец будет проскальзывать по его поверхности. Предупреждаем, резец надо направлять по касательной относительно поверхности ногтя: круто направленный резец не будет скользить, даже будучи очень тупым.
Чтобы облегчить ручную заточку штихеля, надо оставлять минимальную лицевую площадку носка (1,5—2 мм) при выточке аншлифа на механическом наждаке.
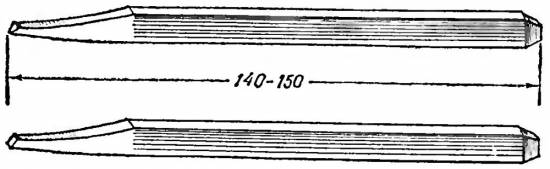
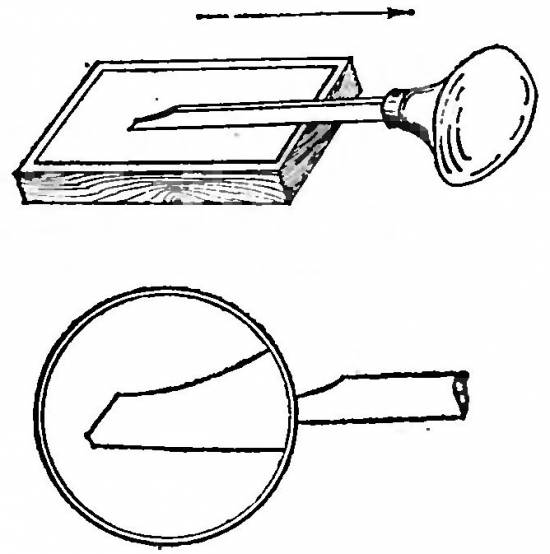
Молоточные зубильца для выборки большого количества металла
|  Поддержать проект
Поддержать проект