Сверхлегкая, самодельная байдарка с мягкой оболочкой экспонировалась на выставке самодепьного туристского снаряжения в феврале 1987 года. Сверхлегкая, самодельная байдарка с мягкой оболочкой экспонировалась на выставке самодепьного туристского снаряжения в феврале 1987 года.
Эта байдарка может зксплуатироваться как в одноместном, так и в двухместном вариантах. При загрузке 150 кг (два человека плюс снаряжение) ее осадка не превышает 14 см, полное водоизмещение — 300 кг. Масса полностью собранной байдарки всего 7 кг. Весла — укороченные от «Салюта» или «Тайменя».
Каркас байдарки выполнен из дюралюминиевых трубок с тремя шпангоутами, оболочка — из прорезиненного капрона с пристроченной к нему декой, пропитанном клеем ОКБ. Днище выкладывается листами пенополиэтилена марки НПЭ-3. Он хорошо амортизирует удары и предохраняет оболочку от повреждений, Его объема (35 л] вполне достаточно для того, чтобы обеспечить непотопляемость байдарки по крайней мере на спокойной воде.
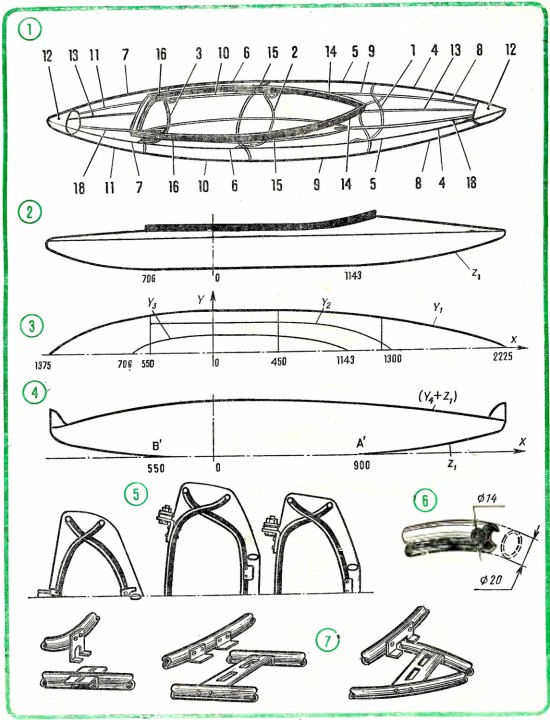
Материалы. Для изготовления каркаса (см. рис. 1) лучше всего применять дюралюминиевые трубы с толщиной стенки 1 мм и диаметром: для кильсона, штевней и фальшборта — 20 мм, для шпангоутов и мидельвейса — 16 мм, для привальных брусьев и стрингеров — 14 мм. Кроме труб, потребуются дюралюминиевые заклепки диаметром 3,0—3,5 мм и длиной 25—30 мм, уголки 20х20 мм и 40х40 мм, дюралюминиевый лист толщиной 1—2 мм, полоски стеклотекстолита, гетинакса или волокнистого пластика толщиной 2 мм и длиной 1000 мм, винты и гайки М4, М5.
Для самодельной оболочки потребуется прорезиненный капрон или другой подходящий материал размером 3700х1000 мм, для деки подойдут куски технического капрона или авизента. Кроме того, вам будут нужны листы пенополиэтилена (например, коврики для ванн), чтобы выложить днище, и несколько кусков жесткого пенопласта для изготовления штевневых оконечностей.
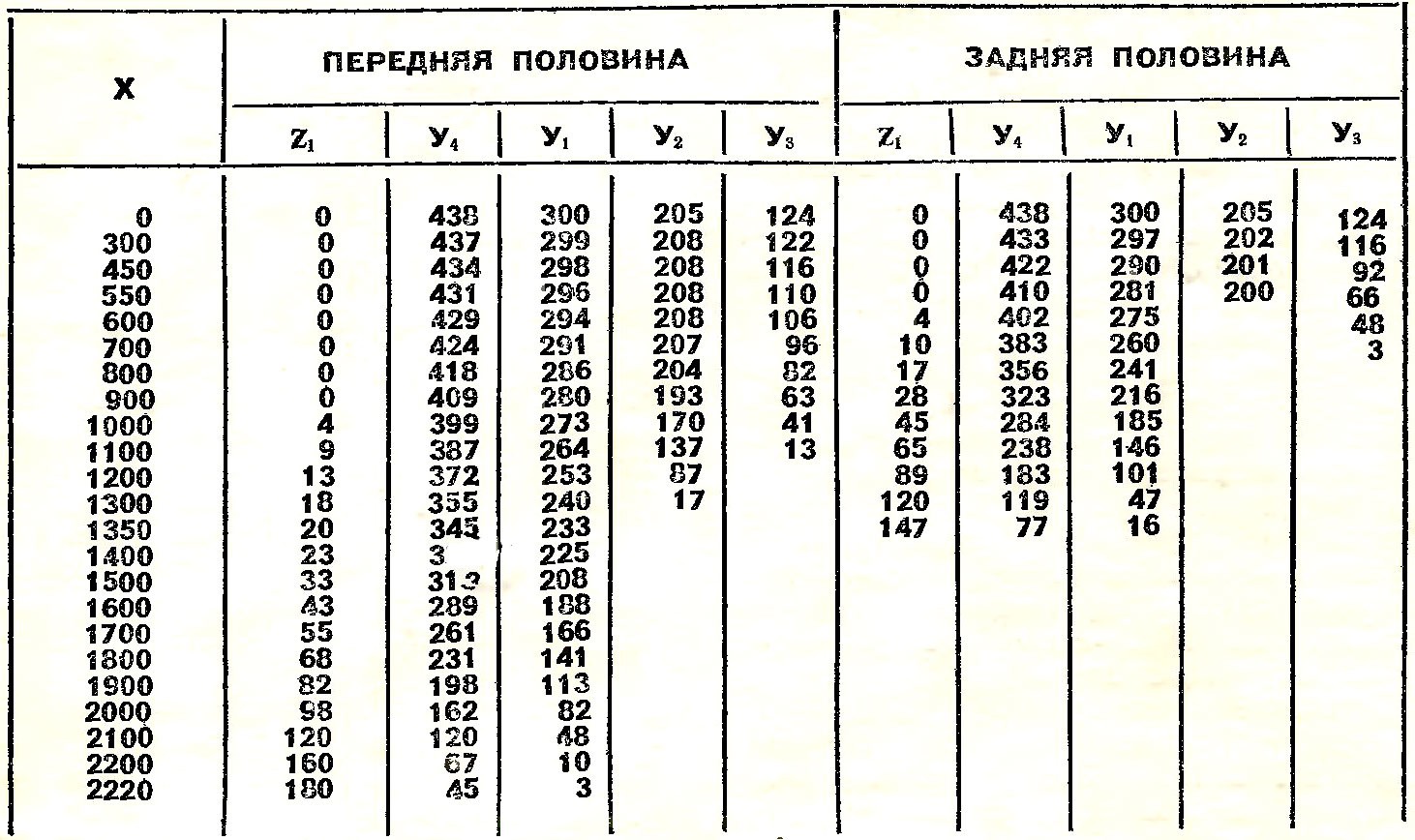
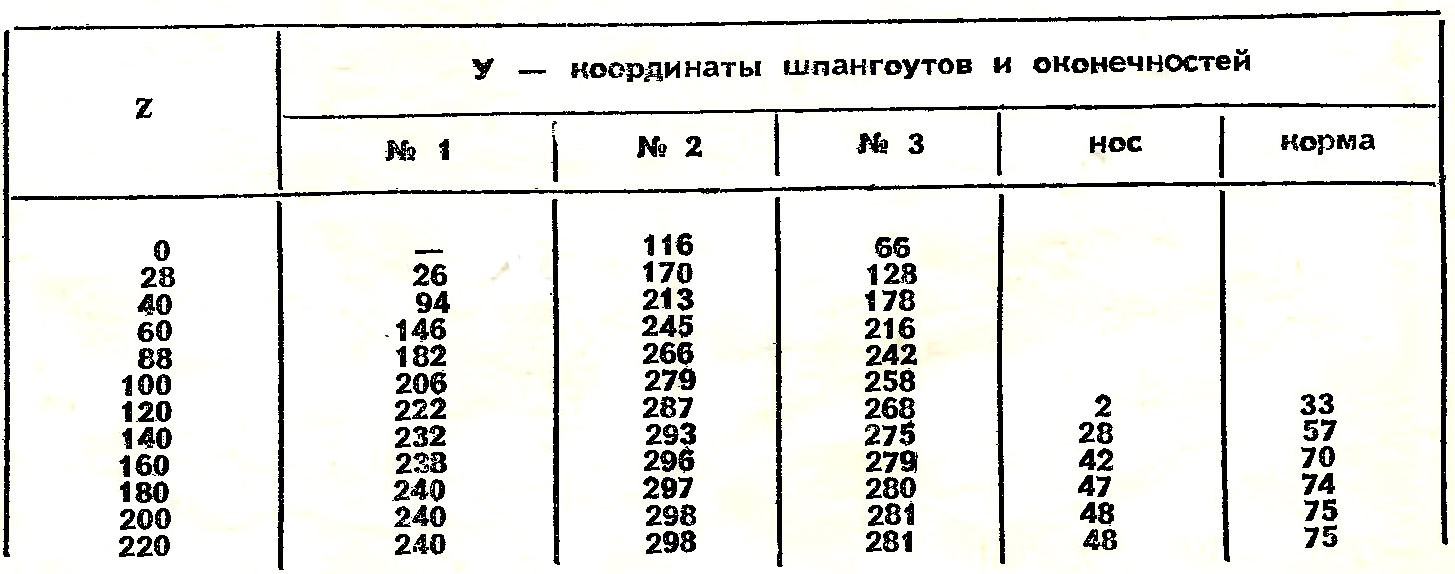
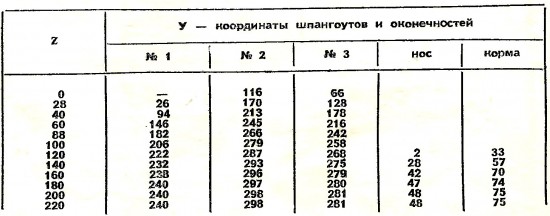
Подготовительные работы советуем начать с изготовления рабочих чертежей, выполненных в натуральную величину, а чертежи шпангоутов полезно потом наклеить на плотный картон или оргалит. По координатам, приведенным в таблице 1, нетрудно построить вид сбоку и сверху, а по координатам таблицы 2 — внешние обводы сечений в местах расположения шпангоутов. Все координаты вдоль оси байдарки отсчитываются от некоторого «нулевого сечения» (миделя) в обе стороны (вперед и назад), причем знак «минус» мы опускаем, полагая, что это не вызовет затруднений, а нам позволит сократить соответствующие таблицы.
Таблица 1
Таблица 2
После построения внешних обводоа вписываем в них реальные контуры шпангоутов (см. рис. 5) и других элементов каркаса (см. рис. 2, 3), помня о том, что между внешней оболочкой и каркасом у нас должен будет поместиться слой пенополиэтилена толщиной 6—7 мм (пенополиэтилен будет несколько смят натянутой оболочкой). Если у вас будут трубы других диаметров, могут измениться положения центров стрингеров, привальных брусьев и кильсона, поэтому вы должны запастись трубами до построения рабочих чертежей шпангоутов.
Перед прокаткой, гнутьем и «зауживанием» трубы желательно отжечь, например, над пламенем газовой горелки, нагревая их до температуры порядке 400°С. Делается это так: труба натирается смоченным в воде мылом, после чего ее медленно водят над пламенем до почернения. В результате дюралюминий на несколько часов становится более пластичным и легко изгибается.
Гнут трубы на приспособлении из двух роликов диаметром 80—100 и 150—200 мм с канавками радиусом 8—9 мм. Канавку большого ролика полезно выложить полиэтиленом. Для прокатки труб необходимо сделать приспособление из двух параллельно закрепленных щек, между которыми на осях вращаются два валика диаметром 70—80 мм. Каждый валик имеет по 8, ступенек длиной 25—30 мм и высотой 1 мм. Для удобства прокатки, на ось нижнего валика надевается ручка с плечом 200—250 мм. Оси валиков по высоте разносятся так, чтобы минимальное расстояние между их поверхностями было около 8 мм.
«Зауживание» труб достигается пробиванием их на нужную глубину через набор фильер с шагом не более 0,3 мм по диаметру, то есть для уменьшения диаметра трубы на 2 мм необходимо иметь не менее семи фильер, которые можно выточить из любой стали. Чтобы не разбивать молотком второй конец трубы, в него надо вставить заглушку, например из текстолита.
Изготовление шпангоутов. Подготовленные трубы нужно сначала прокатать так, чтобы малая ось получаемого овала была меньше диаметра трубы примерно на 2 мм. При гибке труб в трубогибе помните, что большая ось овала всегда должна находиться в плоскости гибки. Чтобы избежать появления вмятин, трубу нужно понемногу передвигать. Если небольшие вмятитны все же появились, их компенсируют, несколько раз прокатывая трубу на тех же полочках валков, что и при подготовке к гибке. Готовую ветвь шпангоута надо будет прокатать до овала с малой осью 12 мм, при этом неизбежно все радиусы загибов увеличатся примерно на 10—20%. Это обстоятельство необходимо: учитывать в процессе гибки. Ветви шпангоута нужно выгибать несколько больше, чем по чертежу, потому что компенсировать увеличение радиусов загиба после прокатки будет гораздо сложнее.
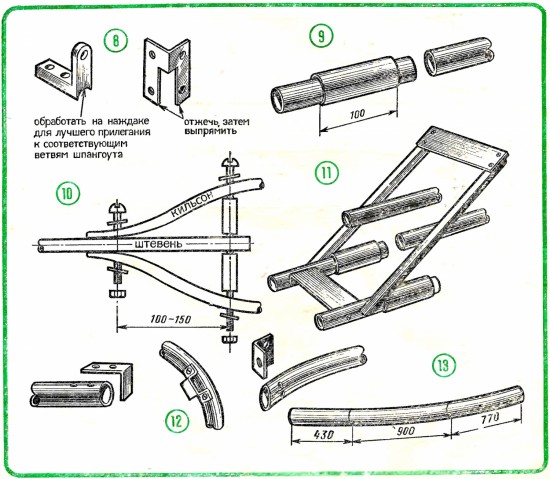
Концы готовых ветвей шпангоутов дополнительно прокатывают до толщины 9—10 мм, чтобы концевые кницы, которые в нашей конструкции выполнены просто в виде фигурных вырезов, имели достаточную жесткость (см. рис. 6).
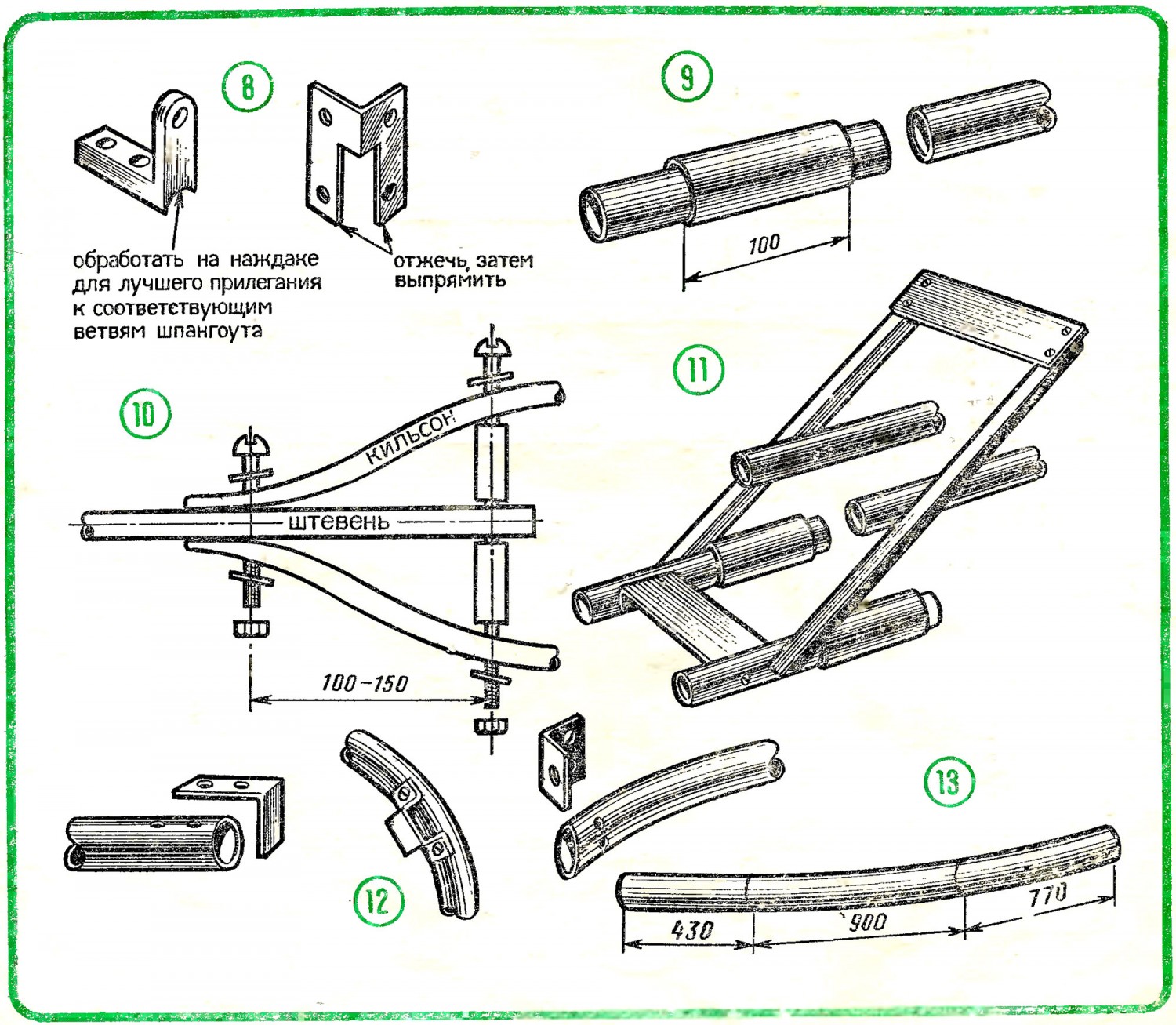
После такой подготовки ветви шпангоута необходимо собрать в жесткую конструкцию. Для этого удобно прямо на чертеже соответствующего шпангоута в местах прохождения привальных брусьев и стрингеров укрепить небольшие (достаточно 25—30 мм) отрезки труб, которые будут использоваться в качестве элементов продольного набора. Ветви шпангоута надеваются на этот шаблон и тут же засверливаются под заклепку — сначала обе левые ветви шпангоута, в полученное отверстие вставляется заклепка, после чего засверливаются правые ветви, шпангоут снимается с шаблона, и обе половинки склепываются между собой. На этом наиболее ответственная часть изготовления шпангоута заканчивается. Остается только приклепать к ним соответствующие лапчатые кницы-скобы и проушины для скрепления фальшбортов, но эти операции становятся понятными при рассмотрении рисунков 4, 7, 8.
Штевневые оконечности. Для них нужен твердый пенопласт толщиной 100—120 мм. Если есть более тонкие пластины (обычно 50—60 мм), то из них можно склеить пакет требуемой толщины, например, эпоксидным клеем. Разметив заготовку по чертежам (рис. 2, 3), опиливаем ее сначала ножовкой по виду сбоку, потом — по виду сверху, наконец, разметив на торце контур сечения байдарки в соответствующем месте (таблица 2), проводим окончательную обработку напильником. Поспе этого на торце размечаются гнезда для привальных брусьев, стрингеров, штевней и мидельвейсов, в которые надо будет поместить переходники для фиксации на них соответствующих элементов продольного набора. Переходники делаются из отрезков труб длиной 100 мм, они должны быть утоплены в теле оконечностей штевней на длину 70 мм и посажены в тело болванки на клею, например на эпоксидном. Внешний конец переходника надо пробить через соответстзующую фильеру, чтобы на него достаточно свободно надевались элементы, продольного набора, а переходники штевней и мидельвейсов надо еще и прокатать совместно с соответствующим элементом продольного набора. Для этого на конец переходника наматывается слой промасленной бумаги, переходник на глубину 30 мм вставляется в соответствующий элемент и вместе прокатываются до требуемых размеров, за исключением свободной части переходника длиной 65—70 мм.
После того как в оконечности штевней вклеены все переходники, пенопласт желательно оклеить тонким слоем, пенополиэтилена толщиной 5—6 мм. Если есть только толстый пенополиэтилен (коврик для ванной), то его режут надвое стальной проволокой диаметром 0,4—0,5 мм.
Кильсон состоит из двух половин, изогнутых, как показано на рисунках 2 и 3. Замки (см. рис. 9) для стыковки их между собой удобнее делать из обрезков трубы диаметром 22 мм, длиной 90—100 мм. Прокатывать кильсон надо совместно с этими накладками. Из дюралевых полос шириной 35—40 мм, толщиной 1—2 мм по рисунку 2 делаем П-образные скобы для фиксации расстояния между ветвями кильсона, они же служат для крепления шпангоутов № 2 и № 3 (рис. 7). Скобы приклепываются к кильсону двумя заклепками с каждой стороны. На рисунке 10 показана сборка узлов стыковки кильсона.
Распорный механизм кильсона выполнен из прокатного дюралюминиевого уголка 20х20 мм. Продольные части имеют длину 280—450 мм, они склепываются в П-образную конструкцию. Предварительно продольные части слегка изгибаются, как показано на рисунке 2.
К кильсону распорный механизм крепится на стальных шпильках М4.
Стрингера и привальные брусья состоят из четырех секций, причем концевые необходимо выгнуть, как показано на рисунке 2. Длина концевых секций 900 мм, а средних — примерно 800—850 мм. Точная длина определяется по рисунку 2 и зависит от размеров штевневых оконечностей. Пробиваются они с одной стороны через набор фильер на глубину 40—45 мм до диаметра 11,7 мм для стыковки с концевыми секциями, свободные концы стыкуются, между собой при сборке байдарки внешними замками {см. рис. 9). В один конец мидельвейса после прокатки полезно забить деревянную пробку, после чего к нему приклепывают концевую кницу (см. рис. 12). Отрезки трубы диаметром 20 мм для изготовления штевней длиной примерно 700 и 900 мм сначала выгибают (см. рис. 3), а затем уже прокатывают в валках вместе с переходниками до 16 мм по малой оси и обрезают до нужных размеров.
Фальшборта и вставки для натяжения деки собираются из трех кусков длиной 430, 900 и 770 мм (рис. 13). Куски длиной 430 и 900 мм с одной стороны отжигаются на длину 60 мм и пробиваются через набор фильер на глубину 50 мм до диаметра 17,7 мм для стыковки фальшбортов.
После заготовки отжигаются на всю длину. Куски 900 и 770 мм в местах стыковки нужно сначала обернуть тонкой промасленной бумагой. Затем они выгибаются и прокатываются в валках, начиная с короткого куска, по четырем полочкам до размера 12 мм по малой оси получающегося овала, причем каждый раз прокатка заканчивается примерно за 100—150 мм до, конца трубы или, соответственно, предыдущего прохода прокатки. После получения нужного профиля эти куски фальшборта расстыковываются, стыкуются куски 900 и 430 мм, и прокатка продолжается. Задняя стенка кокпита выгибается по рисунку 5 и прокатывается до 12 мм, в ее торцы забиваются деревянные пробочки и приклепываются кницы (см. рис. 13).
Отверстия в фальшбортах для фиксации их на шпангоутах и окончательная подгонка их длины должны производиться на уже собранной байдарке.
Раскрой днища. Оболочка делается по рисунку 4 с припусками на швы: по штевням 30—35 мм, с каждой стороны 20—25 мм для пристрачивания деки, на штевневых оконечностях делается дополнительный припуск сверху в виде кругового сектора.
При разметках днища не забудьте на внешней стороне материала нанести линию привального бруса (координата Y4+Z1 в таблице 1) с метками соответствующих х-координат с шагом не меньше 200 мм, они помогут вам при сострачивании деки, с днищем. Чтобы на днище не было морщин, точки А и В на рисунке 4 сместите на 100 мм внутрь байдарки в положении А1 и В1 и именно от этих смещенных точек начинайте склейку штевневых швов. Осуществляется она следующим образом: подгибая материал верхней половины, накладывают его на нижнюю так, чтобы совместить линии штевня на обеих половинах друг с другом, разглаживают середину шва. Эта процедура повторяется до тех пор, пока не будет пройден весь шов до линии привального бруса, затем шов по всей длине разглаживается от середины к периферии, крупные складки подрезают на месте, и материал подклеивается внахлест. После этого шов надо проклеить снаружи и изнутри полосой того же материала шириной примерно 100 мм. Когда эти работы будут выполнены, в оболочку вставляются штевневые оконечности и по ним уже выклеивается верхняя часть.
По выклеенной оболочке легко раскроить листы пенополиэтилена для выкладывания днища байдарки. При этом их надо разметить: нанести осевую линию и пронумеровать.
Дека выкраивается по рисунку 2 с припуском 20 мм на шов по краю и 60 мм по периметру кокпита для изготовления кармана, куда вводятся вставки для натяжения оболочки в поперечном направлении. Кроить капрон надо электровыжигателем или остро заточенным паяльником. Прежде всего надо застрочить карман. Для этого полосу капрона со стороны кокпита отгибают наружу, край полосы совмещают с контуром кокпита и ведут строчку на машинке в 5 мм от края материала. Чтобы правильно пристрочить карман, надо в точках с х-координатой 71 см и 103 см сделать разрез перпендикулярно к линии фальшборта, не доходя до нее на 5—6 мм. После того как все карманы будут застрочены, надо вывернуть оболочку днища наизнанку, положить на него изнанкой вверх деку, совместить х-координатные метки на деке и днище, выровнять края и сострочить деку и днище между собой по всему периметру, отступив от края 20 мм (т. е. по линии привального бруса). Несколько сложнее застрочить штевневые оконечности. В соответствующих местах надо сделать надрез деки на глубину 40 мм от края по линии продолжения границы кругового сектора в оконечности днища, вывернуть оболочку на лицевую сторону и несколькими швами пристрочить деку к этому сектору изнутри. Полезно, хотя и необязательно, прострочить внахлест место соединения деки с днищем примерно в 10—12 мм от линии привального бруса.
Затем собирают штевневые блоки со шпангоутами № 1 и 3 и кильсоном. Днище оболочки выкладывают листами пенополиэтилена согласно маркировке и вставляют в оболочку штевневые блоки, расправляя где надо пенополиэтилен, оболочку и т. д. Затем соединяют распорный механизм со второй половиной кильсона и аккуратно натягивают оболочку, после чего закрывают замки кильсона, вставляют на место средние части привальных брусьев, стыкуют их свободные концы и закрывают замками, то же проделывают со стрингерами и наконец вставляют на место шпангоут № 2 и «защелкивают» в кницы привальные брусья и стрингера.
Далее собираются фальшборта. Отступив от краев средней части по 20 мм внутрь, засверливаются два сквозных отверстия диаметром 4,2 мм, в которые вставляются болты М4 и затягиваются гайками. Собранные фальшборта устанавливаются на байдарке, и на них намечаются и сверлятся отверстия диаметром 5 мм под крепеж к проушинам шпангоутов. После этого, используя фальшборта как шаблон, засверливаются соответствующие отверстия во вставках для натяжения деки. На изогнутом конце фальшборта и вставки надо просверлить дополнительное отверстие диаметром 4 мм примерно в месте последнего разреза кармана деки. После этого в соответствующих местах карманов деки делают вырезы шириной 20—30 мм для свободного доступа ко всем крепежным элементам. В середине заднего кармана кокпита делается аналогичный вырез, по задней стенке кокпита, как по шаблону, вырезается соответствующая вставка, и по центру сверлится отверстие диаметром 4 мм.
Чтобы капроновая дека не пропускала воду, ее надо пропитать раствором буствела в ацетоне. Буствел — это тонкая пленка, которой склеены лобовые стекла автомобиля. Пленку из разбитого лобового стекла извлекают, раскрошив стекло на мелкие кусочки и аккуратно отделяя каждый кусочек в теплой воде. Для пропитки деки достаточно 3—4 квадратных дециметров пленки. Разбитыми стеклами с вами поделятся на станции автотехобслуживания.
Подготовив раствор, сначала пропитывают им карманы и неширокую (10 мм) полоску деки, прилегающую к ним. После этого в карманы деки вкладывают вставки. Вставки и фальшборта навешивают на шпангоуты и, подтягивая деку, заканчивают сборку байдарки. Теперь, когда дека натянута, можно приступить к окончательной пропитке. Вести ее надо широкой кистью, а а раствор можно добавить различные красители. Разумеется, эти работы надо проводить в хорошо проветриваемом помещении.
Когда байдарка высохнет, ее можно опробовать на воде.
Рисунки Н. Кирсанова |  Поддержать проект
Поддержать проект