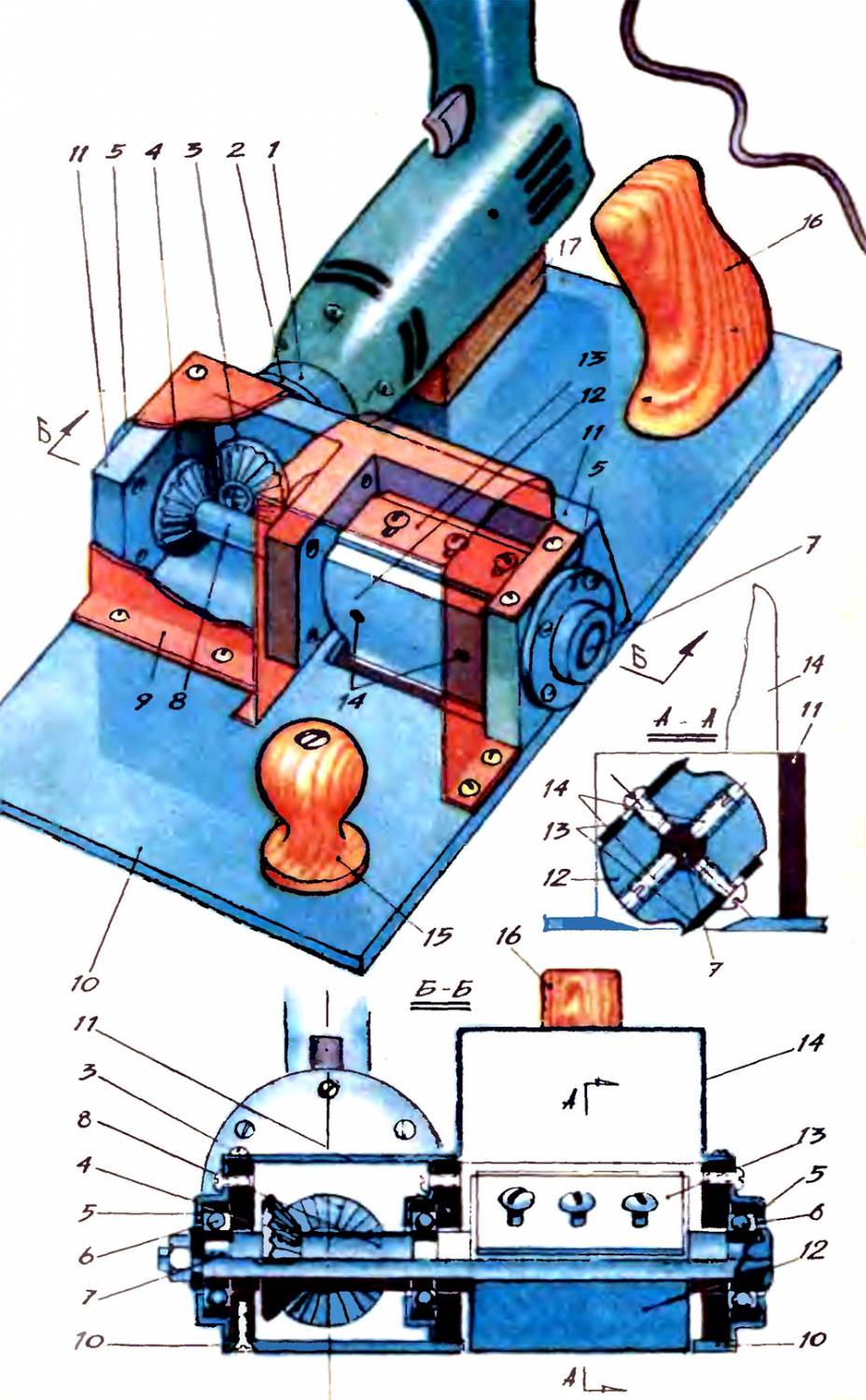
Главный рабочий орган нашего рубанка — барабан 12 с двумя закрепленными на нем ножами 13. Ножи на 1 мм выступают над цилиндрической поверхностью барабана и на 0,5 мм над рабочей плоскостью основания 10, которое скользит по обрабатываемой доске. Ножи попеременно срезают тонкие стружки-чешуйки, захватывают их и выбрасывают через диффузор кожуха 9. Главный рабочий орган нашего рубанка — барабан 12 с двумя закрепленными на нем ножами 13. Ножи на 1 мм выступают над цилиндрической поверхностью барабана и на 0,5 мм над рабочей плоскостью основания 10, которое скользит по обрабатываемой доске. Ножи попеременно срезают тонкие стружки-чешуйки, захватывают их и выбрасывают через диффузор кожуха 9.
Крутящий момент передается на барабан через шпиндель 7 и пару конических шестерен 3 и 4, одна из которых закрепляется на конусе шпинделя электродрели.
Прежде чем приступить к изготовлению рубанка, подберите пару конических шестерен максимальным диаметром не более 38 мм. Минимальный диаметр ведомой шестерни 4 по торцу зубьев должен быть не менее 18 мм, чтобы на валу 7 могла разместиться распорная втулка 8.
Подберите три подшипника для крепления вала диаметром 10—12 мм. Исходя из размеров подшипников и подобранной конической пары, определите размеры рубанка и приступайте к его изготовлению.
Основные детали рубанка изготавливаются на токарном, фрезерном и сверлильном станках. Потребуется вам также слесарный инструмент.
Самая сложная деталь рубанка — барабан 12, обработка которого требует соблюдения строгой симметрии всех лысок, канавок и отверстий. Нарушение симметрии приведет к смещению центра тяжести барабана и, как следствие, возникновению вибрации.
На токарном станке из дюралюминия или стали выточите цилиндр с внутренним отверстием под шпиндель 7. На сверлильном станке просверлите пять отверстий: три под винты крепления ножей и два под штифты 14. На фрезерном станке снимите две параллельные лыски для крепления ножей 13. Фасонной фрезой сделайте еще две одинаковые канавки, необходимые для выброса стружки. После нарезки резьбы под винты и штифты внутреннее отверстие под шпиндель окончательно обработайте разверткой.
Ножи 13 сделайте из готового ножа от столярных рубанков, предварительно сняв закалку (отпуском). Обратите внимание на точность расположения и точность соблюдения размеров трех продольных отверстий под винты крепления. Угол заточки ножей примите равным 20°.
Шпиндель 7 выточите из инструментальной стали, закалите и отшлифуйте под размер подшипника.
Все пять распорных втулок 8 выточите из стали. При сборке надевайте их последовательно, начиная от глухого торца шпинделя 7.
На токарном станке выточите также три фланца 5 для крепления подшипников 6 и шпинделя 7. Два из них, ближайших к конической паре, должны иметь посадочное отверстие под подшипник несколько большее по глубине, чем его высота. Это необходимо для предупреждения преждевременного износа подшипников, причина которого — осевое удлинение шпинделя 7 в результате нагрева во время работы.
Третий фланец должен прочно прижимать подшипник к торцу корпуса 11, поэтому глубина посадочного отверстия принимается на 0,1 мм меньше высоты подшипника. Посадочные отверстия растачиваются строго под внешний диаметр подшипника (скользящая посадка).
Корпус 11 — это Ш-образная скоба со стенками толщиной 8—10 мм.
Возьмите брусок дюралюминия или текстолита подходящих размеров и с помощью сверла и обычной ножовки выпилите два паза, на месте которых разместятся с одной стороны коническая пара, а с другой — барабан 12.
Параллельно главной оси корпуса высверлите большое отверстие под шпиндель 7 с распорными втулками 8 и четыре отверстия с последующей нарезкой резьбы под винты крепления фланцев 5. В зависимости от размеров электродрели соединительную плоскость корпуса 11 с торцом несущего фланца 2 обработайте под соответствующим углом к основанию 10. Засверлите отверстия и нарежьте резьбу под соединительные винты фланца 2.
Основание 10 лучше всего изготовить из стальной или дюралюминиевой пластины толщиной соответственно 3 или 5 мм. В основании строго но разметке засверловкой с последующей доработкой круглым напильником вырежьте рабочее отверстие под барабан 12. Затем засверлите отверстия для крепления корпуса, кожуха 9 и ручек 15 и 16 винтами и шурупами с потайными головками.
Для надежной фиксации электродрели на основании хорошо сделать деревянный клин 17.
Важнейшая операция по сборке рубанка — установка шпинделя 7 со всеми навесными деталями в корпусе 11. Она трудоемка и поэтому должна проводиться после тщательной подгонки всех составных частей друг к другу.
Сначала на закаленный и отшлифованный шпиндель плотно наденьте торцевой подшипник 5. Посадка подшипника осуществляется следующим образом. В тисках зажмите отрезок толстостенной трубы с внутренним диаметром на 0,5—1 мм больше диаметра шпинделя. На торец трубы поставьте подшипник и в его отверстие вставьте резьбовой конец шпинделя. Отшлифованную поверхность смажьте маслом и легкими ударами молотка по глухому торцу шпинделя загоните его в трубу.
Затем наденьте распорную втулку 8, поместите барабан в корпус и посадите его на шпиндель.
Вдоль продольной оси в корпусе на шпиндель последовательно надевают распорную втулку, второй шарикоподшипник, второй фланец, третью распорную втулку, шпонку, ведомую шестерню 4, четвертую распорную втулку и третий шарикоподшипник, потом втулку, пружинную шайбу и затяжную гайку, которая аккуратно подтянет весь этот набор. После этого штифтами 14 зафиксируйте на шпинделе барабан и затяните винты крепления фланцев 5.
Последними операциями, завершающими работу над рубанком, будет изготовление фасонного кожуха 9 и диффузора 14. Они защитят рабочие органы от стружки, а ваши пальцы от травм. Вырежьте их из листового дюралюминия толщиной 1,5—2 мм.
Рисунки А. Матросова |  Поддержать проект
Поддержать проект