Настольный сверлильный станок, в котором главная роль отведена ручной дрели, окажется полезным в домашней мастерской или в гараже. Настольный сверлильный станок, в котором главная роль отведена ручной дрели, окажется полезным в домашней мастерской или в гараже.
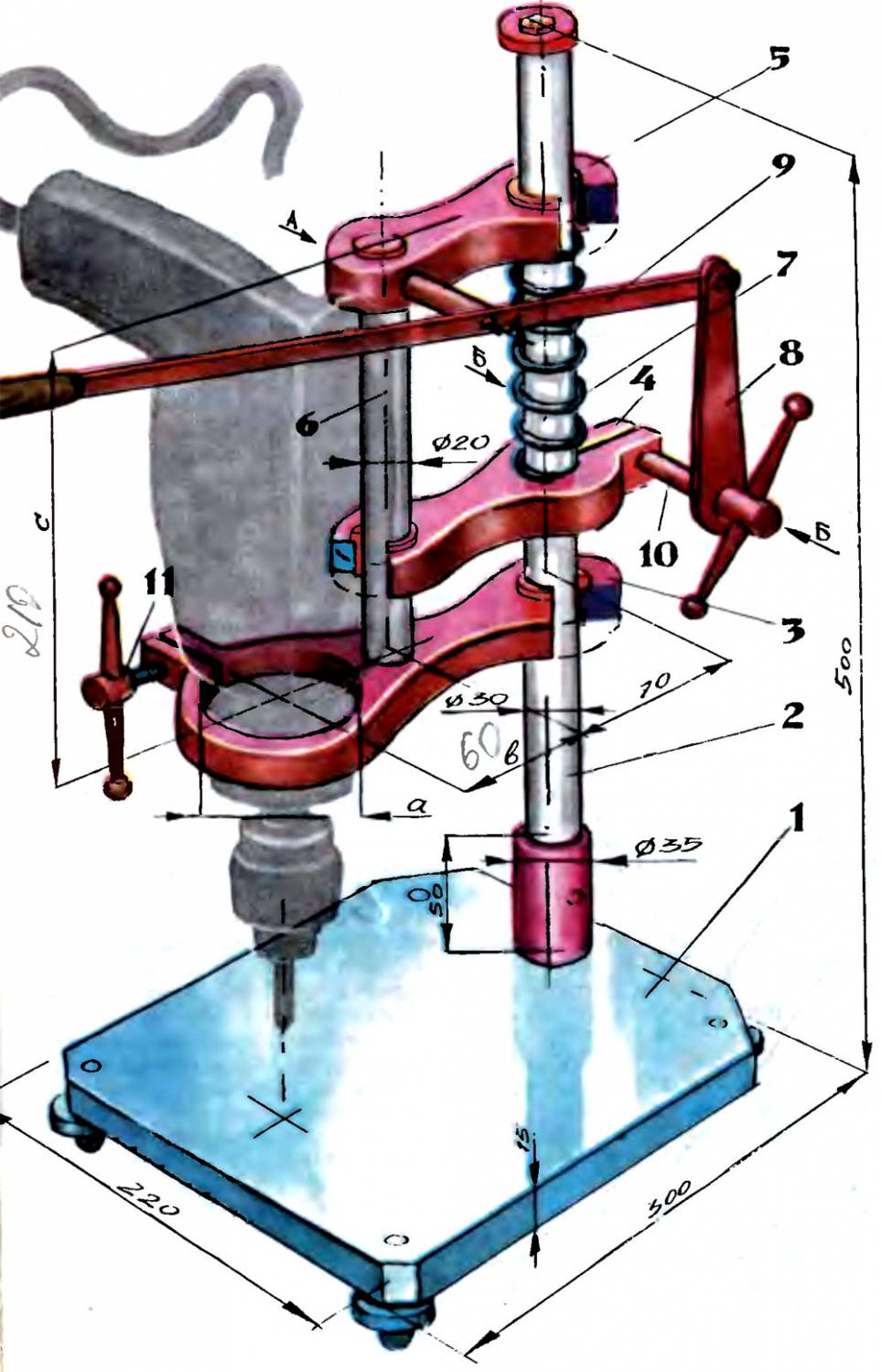
Общий вид станка изображен на рисунке. Познакомимся с его деталями. Рабочий стол-плита 1 изготовляется из стали толщиной 12—15 мм. Она будет служить основанием. Несущая стойка 2 делается из стального прутка диаметром 35 мм. Рабочая поверхность стойки после токарной обработки под диаметр 30 мм закаляется и шлифуется.
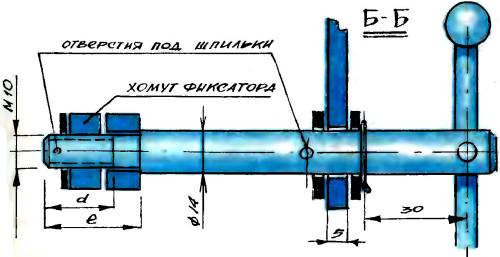
Подвижная серьга легко скользит по стойке. Ее основные детали — две проушины 3, 5 и соединительная стойка 6. В хомуте нижней проушины 3 закрепляется электродрель. Так как промышленность выпускает электродрели различных марок, их геометрические размеры отличаются. Поэтому с той дрели, которая есть у вас, необходимо снять сопрягаемые размеры: по ним определяется внутренний диаметр хомута А и расстояние В между центрами отверстий хомута и соединительной стойки (размеры С, Д и Е). Верхняя и нижняя проушины изготовляются из стали толщиной 12—15 мм. Соединительная стойка делается из стального прутка диаметром 20 мм. Ее рабочая поверхность также подвергается закалке, а после термообработки шлифуется.
На фиксаторе 4 предусмотрен хомут для фиксирования подвижной серьги на несущей стойке. С его помощью регулируется положение подвижной серьги, а значит, и закрепленной на ней электродрели по отношению к поверхности обрабатываемой детали. Фиксатор изготовляется из стали толщиной 12—15 мм.
Возвратная пружина 7 устанавливается между фиксатором и верхней проушиной серьги. При сверлении серьга опускается вниз и сжимает пружину, которая своим нижним концом упирается в фиксатор. По окончании сверления пружина поднимает серьгу вверх, возвращая ее в первоначальное положение. Пружина изготовляется из рояльной проволоки диаметром 2—2,5 мм.
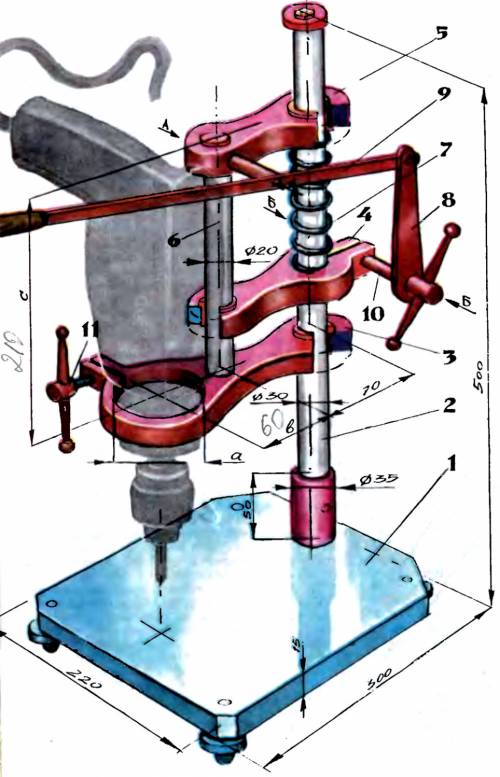
Ручка подачи состоит из двух частей 8 и 9. Одной своей частью она шарнирно связана с фиксатором, а другой — с верхней проушиной серьги. Детали ручки делаются из стали толщиной 5 мм.
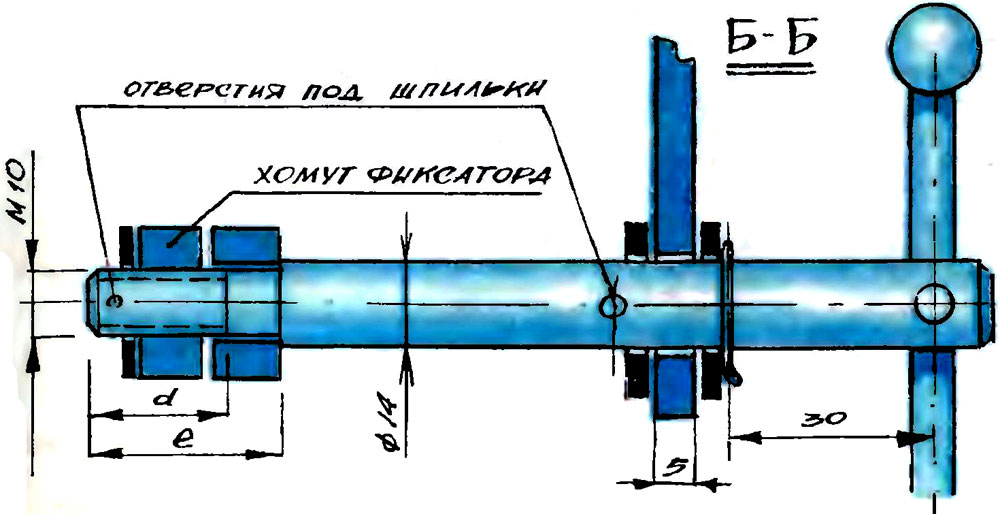
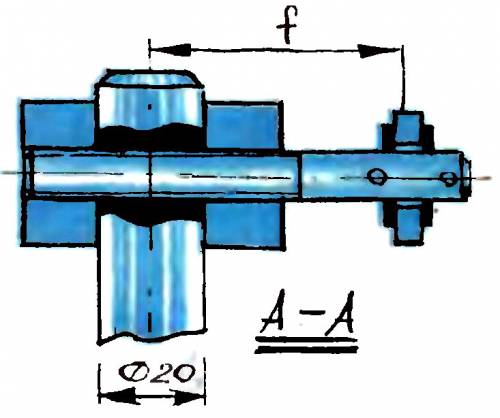
Для зажима хомутов из прутковой стали диаметром 14 мм вытачиваются два винта 10 и 11, а также короткие ручки крепления (см. на рисунке сечения А—А и Б—Б). Из прутка диаметром 40 мм сделайте четыре опорных винта. С их помощью поверхность стола устанавливается строго горизонтально. Обе проушины серьги и фиксатор снабжены бронзовыми втулками, которые скользят по стальным каленым и шлифованным стойкам. Соединительная стойка 6 должна быть плотно посажена в верхнюю и нижнюю проушины серьги. После сборки станка на верхней стойке закрепите ограничительную шайбу гайкой.
Как же следует работать на сверлильном станке? Вставьте дрель в отверстие нижней проушины и затяните хомут. В патрон дрели вставьте сверло нужного диаметра. С помощью фиксатора установите дрель на высоте, с которой удобней начинать сверловку детали. Нажимая на рукоятку, опустите серьгу, а вместе с ней и дрель, преодолевая сопротивление пружины. Величина рабочего хода серьги зависит от размера С между проушинами, когда витки пружины находятся в сжатом состоянии.
Чтобы станок сверлил детали точно, предлагаем вам познакомиться с требованиями, которые необходимо соблюдать при изготовлении деталей и во время сборки. Прежде всего несущая стойка должна быть посажена плотно в плиту стола, причем строго перпендикулярно. Отверстия под несущую и соединительную стойки должны быть соосны, то есть расположены строго по осям стоек и параллельно друг
другу.
На этом обычно заканчивается работа конструктора и начинается работа технолога. Вам предстоит еще решить, на каком оборудовании и каким образом должны быть обработаны детали, чтобы диаметр несущей стойки был строго одинаков по всей длине ее высоты, чтобы оси всех отверстий на проушинах и фиксаторе были совершенно одинаковыми! Все эти условия выполняются, если перед сверловкой верхнюю проушину, фиксатор и нижнюю проушину сложить в той же последовательности, зажать струбцинами и произвести все операции по сверлению, зенкованию и развертыванию отверстий в едином пакете, на одном сверлильном станке. Обработку стоек следует начинать с термической обработки — отпуска. Затем все рабочие поверхности обтачиваются на токарном станке. Детали подвергаются термообработке и окончательно обрабатываются на шлифовальном станке.
Если вы выполните все условия, сделанный вами станок прослужит долгие годы.
Рисунки А. Матросова |  Поддержать проект
Поддержать проект