 Искусство изготовления из проволоки тончайших кружев получило на Руси свое название от древнерусского слова «скать», что означало «скатывать, скручивать, сучить». Ведь большая часть деталей, входящих в сканную мозаику, выполняется из крученой проволоки. Этот вид искусства известен также под названием «филигрань», пришедшим из французского языка. Искусство изготовления из проволоки тончайших кружев получило на Руси свое название от древнерусского слова «скать», что означало «скатывать, скручивать, сучить». Ведь большая часть деталей, входящих в сканную мозаику, выполняется из крученой проволоки. Этот вид искусства известен также под названием «филигрань», пришедшим из французского языка.
Различают сканные узоры двух основных видов — ажурные и накладные. В отличие от ажурных накладные узоры монтируются и припаиваются непосредственно на украшаемое изделие, поверхности которого одновременно служат фоном. В технике скани выполняется праздничная посуда (блюда, конфетницы, вазы), декоративные панно, шкатулки, украшения (кулоны, подвески, серьги, перстни, пряжки для ремней), настольная скульптура. Проволочные кружева прекрасно сочетаются с драгоценными и поделочными камнями, деревом, керамикой, костью, рогом, стеклом, кожей.
Для сканных работ используется проволока сечением от 0,2 до 2 мм. Можно использовать обреэки электропроводов, освободив их от изоляции. Проволоку, покрытую защитным слоем лака, отжигают до красного каления и опускают в воду. Отжигают проволоку не только для того, чтобы удалить изоляционный слой, но и чтобы придать ей большую пластичность, необходимую при скручивании, гибке и вальцовке. Отжигают проволоку газовой или керосиновой горелкой. Делают это в затемненном месте, потому что на ярком свету можно не заметить покраснения проволоки и пережечь ее. Отожженную проволоку нужно также отбелить, опустив ее в 10%-й раствор серной кислоты.
Отожженную и отбеленную проволоку распрямите и разложите на отдельные пучки по толщине. В сканном узоре обычно гладкая проволока сочетается с крученой. Скручивать проволоку удобно с помощью ручной дрели. Подберите два гвоздя средней величины. Один из них вбейте в какую-либо деревянную опору, другой изогните крючком и зажмите в патроне дрели. Проволоку сложите вдвое и прикрутите концы к гвоздю, вбитому в опору, а петлю набросьте на крючок. Натянув слегка проволоку, начинайте осторожно скручивать ее в веревочку как можно туже, но в то же время следя за тем, чтобы она не перекрутилась и не оборвалась.
И крученую, и гладкую проволоку вальцуют, превращая в узкую полоску прокатыванием в специальных вальцах. Провальцованную гладкую проволоку принято называть гладью. Благодаря вальцовке сканные элементы удобнее гнуть, они более плотно прилегают друг к другу в наборе, а сам набор приобретает дополнительную жесткость. Ювелирные вальцы, показанные на рисунке, состоят из рамы-станины, которая крепится к столу или верстаку зажимным винтом. В раме расположены два валка из инструментальной стали. Поверхности валков тщательно отшлифованы, отполированы и закалены. Валки соединены друг с другом зубчатой передачей и поэтому вращаются навстречу друг другу. В зависимости от толщины прокатываемой проволоки валки сдвигаются и раздвигаются с помощью расположенных в торцах рамы вертикальных болтов с барашками.
Вальцы попроще можно смастерить из двух подшипников. Подшипники насаживаются на валы, которые стягиваются болтами и гайками с барашками. Болты вертикально зажимают в тисках. Ослабив гайки-барашки, проволоку вставляют между подшипниками. Снова стянув гайками подшипники, тянут проволоку за конец щипцами. Гайки подтягивают до тех пор, пока из-под валков не будет выходить полоска нужной толщины.
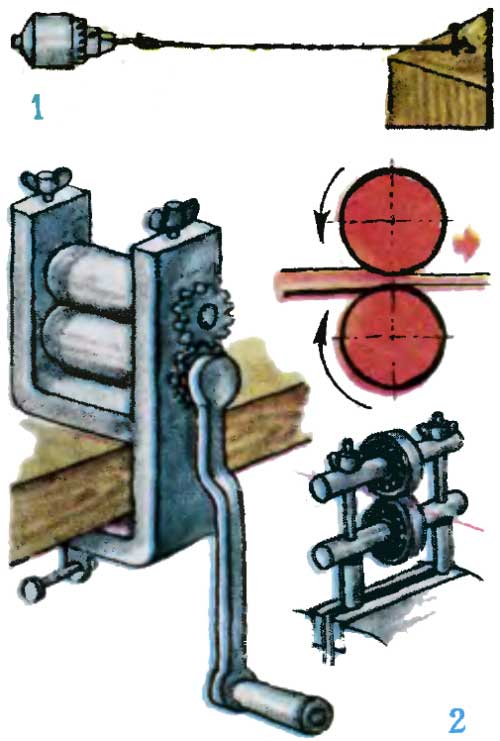 |
1 — приемы скручивания проволоки веревочной
2 — различные виды вальцов и схема прокатки проволоки |
Перед тем как приступить к выполнению набора, подготовьте на бумаге эскиз в натуральную величину. При разработке орнамента необходимо учитывать свойства проволоки, возможности имеющихся инструментов и приспособлений. Наиболее просты в исполнении плоские ажурные или накладные сканные наборы. С них и надо начинать. Вначале можно воспользоваться учебными рисунками, приведенными на нашем эскизе. Любой самый сложный орнамент состоит из простейших деталей, которые художник комбинирует по своему вкусу. Наиболее характерные из них — завитки, змейки, спирали, косички и т. п. Гармонии и выразительности орнаментальной композиции добиваются также умелым сочетанием гладкой и крученой проволоки. Мелкие элементы выполняются из тонкой проволоки, а крупные — из толстой. К тому же узор набирается с таким расчетом, чтобы каждый элемент имел несколько точек спайки, благодаря чему ажурный набор будет представлять собой прочную узорную решетку. В накладной скани, поскольку ее элементы припаиваются непосредственно к фону, композиция рисунка может быть более свободной.
Детали, входящие в сканный набор, выгибаются непосредственно по эскизу. Крупные элементы выгибаются пальцами, а мелкие — круглогубцами и плоскогубцами. Одинаковые детали, такие, как колечки, изготавливают на оправках, а более сложные — на так называемом ленивце. Чтобы сделать ленивец, потребуется дощечка размером 100X100 мм с прикрепленной к ней шурупами латунной пластинкой толщиной 1 мм. Если между дощечкой и пластинкой проложить слой асбеста, то приспособление станет универсальным, так как на нем можно будет и отжигать проволочные элементы, и паять их.
|
|
|
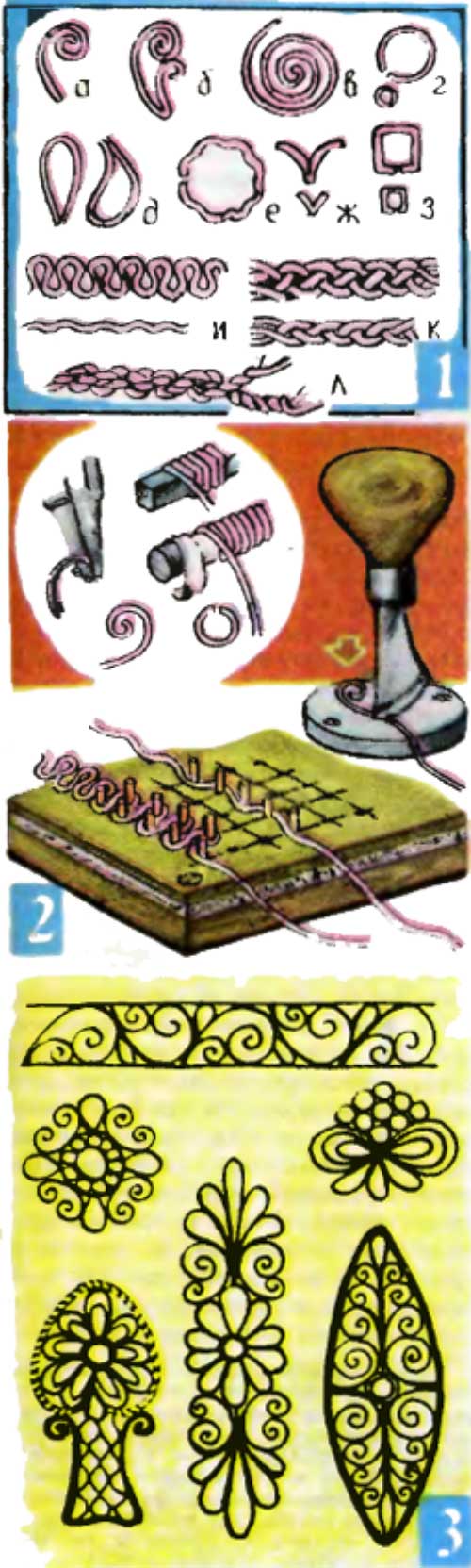
1. Элементы сканых узоров:
а — завиток
б — двойной завиток
в — спираль
г — колечки
д — огурчики
е — шестеренка
ж — зубчики
з — квадратики
и — змейки
к — косички
л — плетешок
2. Гибка проволоки круглогубцами. Гибка на правках и на ленивце. Резка проволоки ножом
3. Эскизы учебных орнаментов |
На латунную пластинку стальной чертилкой нанесите вспомогательную сетку с расстоянием между линиями 3 мм. В пересечении линий просверлите отверстия под металлические стержни, которые можно сделать из обычных гвоздей, срезав у них шляпки. Стержни вставляют в просверленные отверстия и прочно вбивают в доску. Каждый мастер подбирает их толщину по своему усмотрению. От толщины стержней будет зависеть конфигурация выгибаемых элементов. На ленивце могут также в определенном порядке черадоваться тонкие и более толстые стержни. При выгибании деталей на ленивце следует как можно плотнее прижимать проволоку к стержням, подтягивая ее свободный конец плоскогубцами.
При изготовлении колечек и квадратиков применяют оправки из гвоздей.
Более подробно о б изготовлении таких элементов расказано в статье "Плетение из проволоки".
Зажмите оправку в тисках и оберните папиросной бумагой. Затем намотайте проволоку, плотно прижимая виток к витку. Напильником или лобзиком распилите полученную спираль вдоль оси оправки, направьте на нее пламя горелки — бумага сгорит, а кольца или квадратики легко снимутся. При выгибании деталей круглогубцами или на ленивце проволоку не толще 1 мм обрезают на алюминиевой пластинке, прикрепленной к столу или верстаку, специальным ножом. Более толстую проволоку отрезают кусачками.
Если сканный узор накладной, то рисунок с эскиза переводится на отшлифованную и отбеленную пластинку и набор монтируется непосредственно на ней. Если же хотите, чтобы скань была ажурной, все элементы надо приклеивать на эскиз клеем БФ-2 или БФ-6. Вначале приклейте рамку, которая окаймляет сканный узор и опорные детали, например расположенные в центре и как бы держащие рисунок. Затем последовательно наклеивайте более мелкие детали.
Следующий этап работы над набором — пайка. Но перед этим детали набора надо укрепить. Положите эскиз с приклеенными к нему проволочными деталями на стальную пластинку и обмотайте отожженной тонкой стальной проволокой. Пластинка и крепежная проволока обязательно должны быть стальными, так как к стали припой не пристает. Проволоку нужно наматывать с таким расчетом, чтобы все основные элементы были ею прихвачены. Пайку производят твердыми припоями. В промышленности используются припои, в состав которых входит серебро: ПСр-25, ПСр-45, ПСр-70 и другие. Буквы ПСр означают «припой серебряный», а цифры указывают на процентное содержание серебра, остальная доля приходится на медь и цинк. Температура плавления серебряных припоев от 675 до 780° С. Вместо серебряных припоев можно использовать медно-цинковые припои, не содержащие серебра: ПМЦ-36, ПМЦ-48 и ПМЦ-54. Цифра указывает на примерное содержание меди в припое, остальная доля приходится на цинк. Температура плавления модно-цинковых припоев от 800 до 890° С.
Медно-цинковый припой можно сплавить самим. Если трудно будет приобрести чистый цинк, вместо него годятся цинковые стаканчики от использованных электробатареек. Стаканчики освободите от содержимого, отожгите и опустите в холодную воду, а затем отбелите в десятипроцентном растворе соляной кислоты. Разрежьте стаканчики, разогните их, а полученные листочки мелко нарежьте ножницами. Отожженную и отбеленную медную проволоку тоже мелко нарежьте. Цинк и медь смешайте и загрузите в керамический тигель, посыпав сверху слоем буры. Металлы можно сплавлять, поместив тигель в муфельную печь или в пламени паяльной лампы, газовой горелки. Снизу под тигель нужно подложить слой асбеста. Когда сплавленные металлы остынут, извлеките слиток из тигля, укрепите его в тисках и постепенно сточите напильником с крупной насечкой. Опилки смешайте пополам с бурой — припой готов.
Для пайки элементов сканного узора применяется керосиновая или газовая горелка. Известно множество видов газовых горелок. Из них мы выбрали самую простую, которую нетрудно изготовить в домашних условиях. (Технология изготовления "Переносной горелки", поддерживающей температуру пламени до 1000°С можно найти на сайте).
Горелка соединяется с газовым баллоном гибким шлангом, покрытым предохранительной металлической оболочкой. Между шлангом и баллоном находится кран для регулирования подачи газа. Шланг с краником, а также баллончики продаются в магазинах или на газозаправочных станциях. Удобно пользоваться небольшими баллончиками, вмещающими 0,9 литра сжиженного пропан-бутана. Горелки с маленькими баллонами портативны, легки и удобны. Заправляют баллоны на газозаправочных станциях, которые есть во всех городах и в крупных селах.
|
|
|
Последовательность подготовки набора к пайке:
1 — эскиз
2 — наклеивание обрамления и опорных элементов
3 — приклеивание мелких деталей
4 — привязывание набора к стальной пластинке
5 — газовая горелка, ее детали и оснастка:
сопло 1
пробка 2
капсюль 3
трубка 4
ручка 5
гибкий шланг 6
кран 7
баллон 8 |
Самодельная горелка, которая показана на рисунке, состоит из сопла, пробки, капсюля (вывинчивается из покупного шланга), трубки и ручки. Сопло и пробку выточите на токарном станке из стали или латуни, С одной стороны сопла нарежьте внутреннюю резьбу. Несколько отступив от нее, просверлите отверстия для подачи воздуха. На пробке также нарезается резьба, только внешняя. С помощью этой резьбы пробка соединяется с соплом. Затем просверлите в пробке два сквозных отверстия и нарежьте резьбу: в одном под стандартный капсюль, а в другом под резьбу на трубке. Трубку ввинтите в пробку и согните под некоторым углом к ее оси. С другого конца трубки плотно насадите деревянную или эбонитовую ручку с просверленным заранее вдоль оси отверстием. Нижний конец трубки закрепите гайкой с шайбой. Затем ввинтите свободный конец трубки в гибкий шланг, соединенный с газовым баллоном.
Чтобы зажечь горелку, поднесите горящую спичку к соплу и слегка приоткройте кран. Как только газ загорится, подачу газа можно увеличить. Но открывать краник полностью не следует. Постоянно следите за тем, чтобы пламя было ровным и компактным. Разумеется, при работе с горелкой нужно соблюдать все необходимые меры предосторожности. Нельзя располагать горящую горелку рядом с газовым баллоном. Не должно быть поблизости легко воспламеняющихся предметов и веществ. Стол, на котором производится работа, желательно обить листовым металлом. Если появится хотя бы слабый запах газа, работу нужно приостановить и устранить причину его утечки.
Обмотанный проволокой набор вместе со стальной пластинкой положите на асбест или ленивец и отожгите горелкой. При этом бумага и клей сгорят. Осторожно посыпьте набор припоем и приступайте к нагреванию его горелкой. От высокой температуры металл раскалится, а расплавленный припой станет растекаться по всему набору. При необходимости припой можно перемещать с помощью стальной спицы в те места, в которые он не попал при свободном растекании. Необходимо, чтобы во время пайки рядом лежал пинцет из нержавеющей стали. Если какая-либо деталь во время пайки сместится, ее тут же нужно поставить на место с помощью пинцета. Когда припой затвердеет и остынет, размотайте стальную проволоку. При этом подложенная снизу стальная пластина отпадет от набора. Отбелите сканный набор в десятипроцентном растворе серной или соляной кислоты и приступайте к декоративной отделке его. Напоминаем самый распространенный способ патинирования меди серной печенью. Смешайте одну часть порошковой серы с двумя частями поташа в жестяной банке и поставьте на огонь. Через некоторое время порошки расплавятся и, спекаясь, будут приобретать темно-бурый цвет, образовывая так называемую серную печень. Обычно пары серы при этом загораются слабым сине-зеленым пламенем. Горение не ухудшает качества серной печени. Через 10—15 минут спекания серная печень готова. Остается ее охладить, растолочь в порошок и развести водой в стеклянной банке. На один литр воды потребуется 10—20 граммов серной печени.
Опустите набор в раствор серной печени. Как только изделие потемнеет, выньте его и промойте чистой водой. После высыхания отполируйте выступающие части набора пастой ГОИ, нанесенной на войлок или суконку. Особенно выразительно после отделки выглядят элементы из крученой проволоки. |
 Поддержать проект
Поддержать проект

 Всегда пожалуйста!
Всегда пожалуйста! 