Настольный винтовой ручной пресс с дополнительной оснасткой может рубить листовой материал, изгибать его, вырубать отверстия в листе, высекать шайбы из различных материалов. Настольный винтовой ручной пресс с дополнительной оснасткой может рубить листовой материал, изгибать его, вырубать отверстия в листе, высекать шайбы из различных материалов.
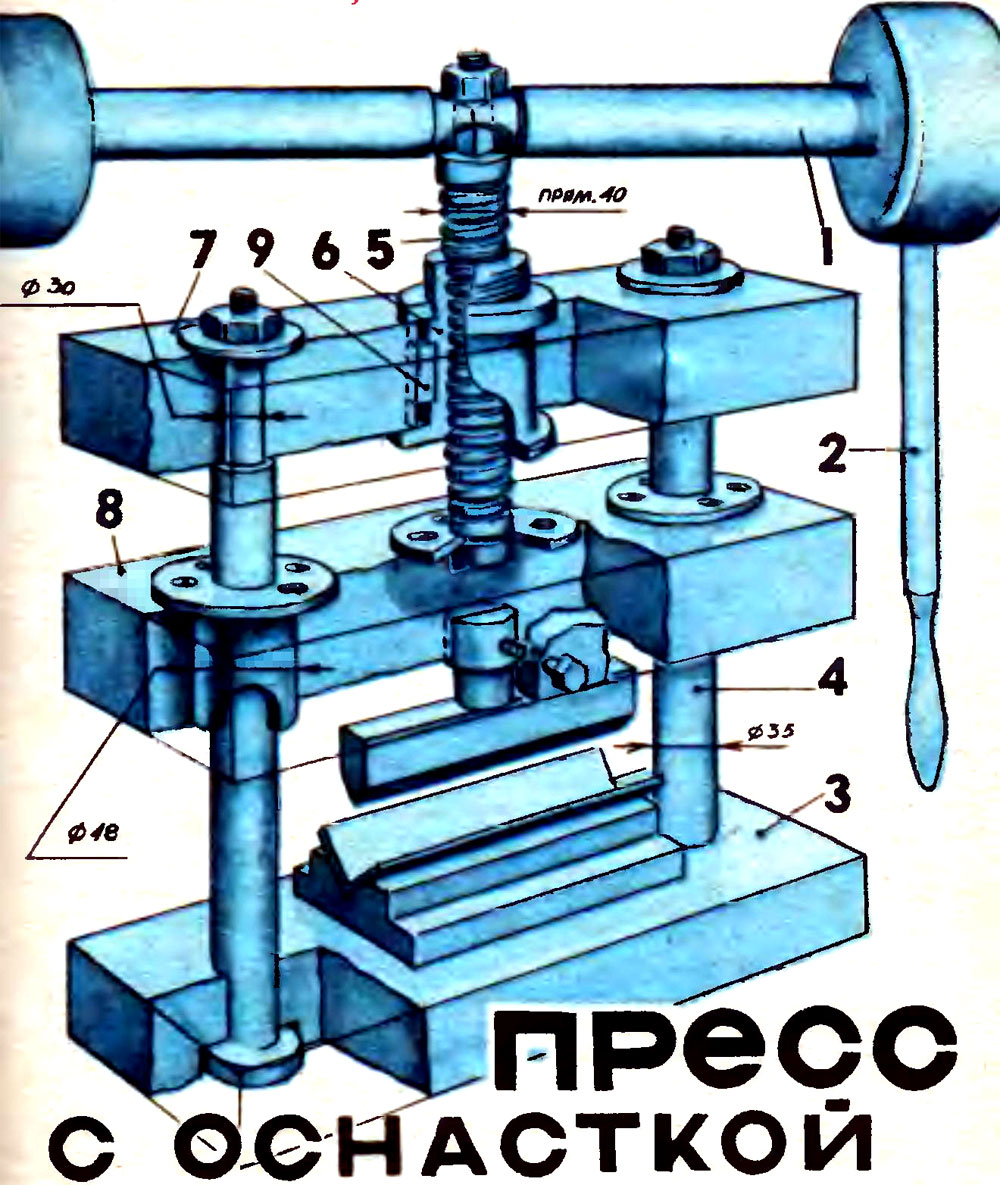
Общий вид пресса изображен на рисунке ниже. Плиту 7, ползун В и станину 3 сделайте из
стали толщиной 20—25 мм. Винт 5 с трехзаходной прямоугольной резьбой и шагом 20 мм изготовьте из стали, а резьбовую втулку 6 из бронзы. Чтобы втулка не проворачивалась в верхней плите, посадите ее на шпонку 9. Винт крепится к ползуну двумя полушайбами, как показано на рисунке. Опорный торец винта для уменьшения трения сделайте сферическим. Чтобы маховик относительно винта не проворачивался, головку винта и отверстие в маховике сделайте четырехгранными.
Маховик 1 сделайте из прутка толщиной 30 мм, к которому с обеих сторон приварите грузы толщиной примерно 120 мм, длиной 100 мм. К одному из грузов приварите ручку 2.
Ползун снабжен двумя бронзовыми втулками, которые скользят по стальным, каленым и шлифованным колонкам 4. Колонки плотно посадите в отверстия станины и верхней плиты. Сверху колонки закрепите гайками.
При вращении маховика по часовой стрелке ползун по направляющим колонкам перемещается вниз, а против часовой стрелки — вверх.
В ползуне снизу сделайте глухое отверстие. Сбоку просверлите отверстие для стопорного винта. Пресс укрепляется на столе или верстаке винтами.
Пуансоны и матрицы штампов изготовьте из углеродистой инструментальной стали У8А и закалите. Все остальные детали штампов изготовьте из стали 20.
Штамп крепится к ползуну стопорным винтом, а нижняя часть, если она есть, к станине пресса планками на винтах — для этого в станине сделаны отверстия.
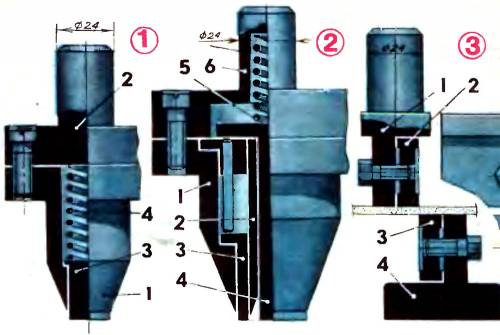
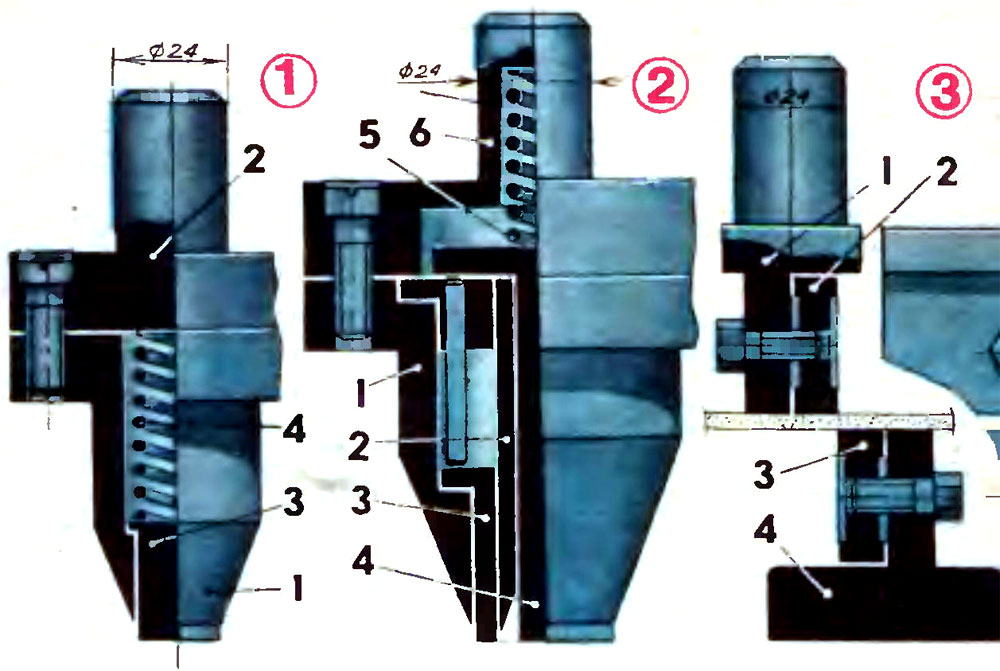
На рисунке 1 показан просечной штамп для вырубания кружочков из неметаллических материалов. Пуансон 1 крепится к хвостовику 2 винтами. Отштампованные детали удаляются выталкивателем 3, снабженным пружиной 4.
Для вырезки деталей из картона, кожи, фетра, резины угол у пуансона рекомендуется делать 16—18°, а для фибры, текстолита и гетинакса — 30—35°.
Чтобы пуансон преждевременно не затупился, под штампуемый материал подкладывайте кусок гладкой доски из дерева твердых пород.
На рисунке 2 изображен просечной штамп для вырубки шайб из неметаллических материалов. Штамп имеет два пуансона-ножа. Наружный пуансон 1 сделан скосом вовне и предназначен для вырезки внешнего контура, а внутренний пуансон 2 имеет скос внутрь и предназначен для вырезки отверстия. Между пуансонами расположен выталкиватель 3 для удаления готовой детали. Второй выталкиватель 4 предназначен для удаления отходов. Оба выталкивателя действуют от пружины 5. Штамп установлен на хвостовике 6 с помощью винтов.
Угол резания у пуансонов для различных неметаллических материалов сделайте таким же, как и у просечного штампа для вырезки кружков. Во время работы подкладывайте доску.
Штамп, показанный на рисунке 3, режет листовой металл и другой листовой материал — картон, кожу, фибру, текстолит.
Ножи 2 и 3 крепятся к плитам 1 и 4 при помощи 6-миллиметровых болтов.
Чтобы после резки на детали не было заусенцев, установите зазор между нижним и верхним ножами при резке металла 0,1—0,2 мм, а при резке неметаллических материалов — 0,05—0,1 мм.
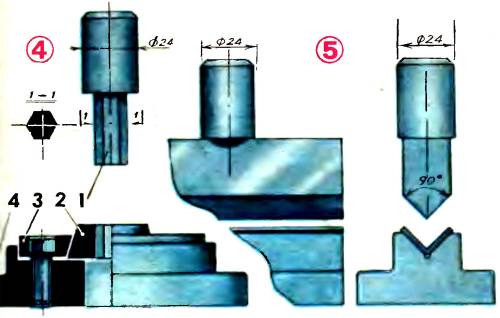
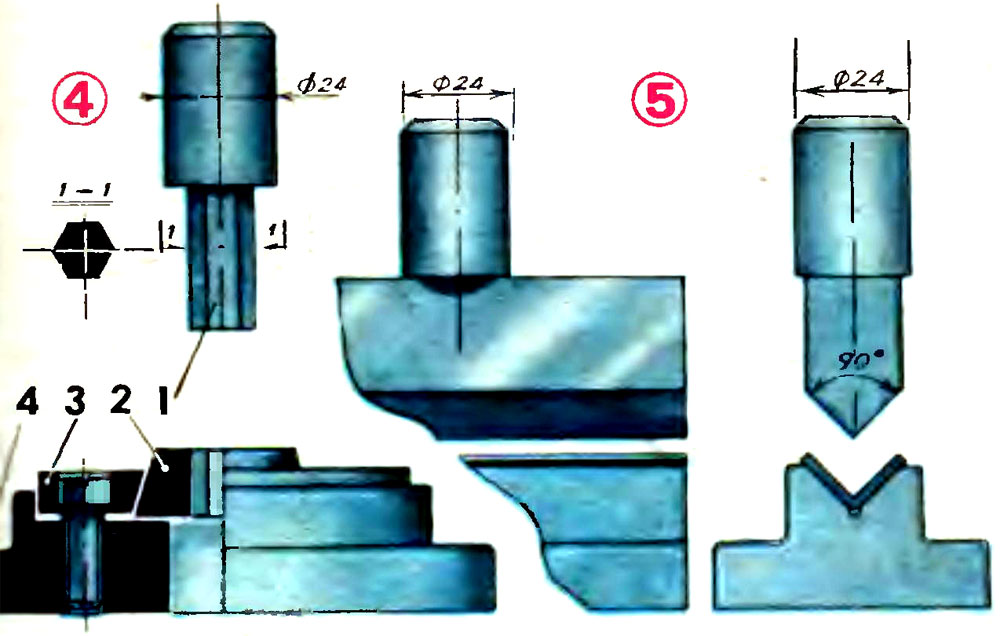
Штамп, изображенный на рисунке 4, в зависимости от сечения пуансона и матрицы может пробивать в листовом материале отверстия различной формы — шестигранные (как на нашем рисунке), четырехгранные, овальные, круглые.
Пуансон 1, как и у других штампов, крепится в отверстии ползуна, а матрица 2 с помощью стопорного кольца 3 и двух винтов устанавливается в плите 4.
Чтобы поверхность среза получилась ровной, зазор между пуансоном и матрицей при пробивке отверстий в металлах должен быть 0,05—0,1 мм, а при работе с картоном, бумагой, кожей, асбестом — 0,01—0,05 мм.
И наконец, еще один штамп показан на рисунке 5. Он предназначен для получения уголкового профиля. Изменяя форму рабочей части пуансона и матрицы, можно производить гибку под различными углами, а также получать различные профили. |  Поддержать проект
Поддержать проект