Литье из олова известно человечеству с древнейших времен. Еще за 6 тысяч лет до нашей эры в Египте лили из олова украшения. Упоминания об этом металле встречаются в древнеиндийской, греческой, римской литературах. В античные времена в ходу были монеты и сосуды из олова. Литье из олова известно человечеству с древнейших времен. Еще за 6 тысяч лет до нашей эры в Египте лили из олова украшения. Упоминания об этом металле встречаются в древнеиндийской, греческой, римской литературах. В античные времена в ходу были монеты и сосуды из олова.
Занимались литьем из олова и на Руси. До нас дошли утварь, украшения, предметы культа времен Киевской Руси. В XIII—XV веках ремесло это достигло большого развития на Украине, в городах Холм, Володимир, Перемышль, Луцк. В XV веке в Киеве был основан литейный цех, вырабатывавший оловянные изделия.
Оловянное литье широко распространилось при Петре I. В те времена в быту пользовались оловянными пуговицами, кубками, посудой, встречались и медали из олова. Тончайшим узором скрепляли слюдяные пластинки в фонарях-светильниках. Однако в XVIII веке литье из меди, бронзы, серебра постепенно вытеснило олово, и в наши дни орнаментальное литье, распространенное в древнерусском искусстве, почти забыто. Утрачены приемы этого интересного художественного промысла старины. Сегодня лишь отдельные художники кое-где работают с оловом. Не так давно вновь обратились к этому металлу чешские мастера бижутерии, порадовав знатоков и широкий круг потребителей оригинальными браслетами, брошами и другими изделиями.
Для художников-любителей, желающих попробовать свои силы в литье, олово представляет собой благодатный материал. Оно привлекает прежде всего своим красивым цветом, сходным с цветом серебра, своей технологичностью — низкой температурой плавления, легкостью тонирования, пластичностью, позволяющей легко гравировать, чеканить, «лепить» паяльником, добавляя или отнимая металл.
В умелых руках с помощью несложного оборудования серебристые слитки превращаются в выразительные, прекрасно передающие пластику миниатюры: скульптуры, медали, броши, браслеты, запонки, булавки для галстуков, в оригинальные рельефные или ажурные пуговицы и тому подобное. Ажурными или рельефными пластинами более крупного размера можно украсить шкатулки, декорировать дверные петли, ручки, замочные скважины. Пластины, наложенные на фон из дерева или камня, могут служить самостоятельными настенными украшениями. Наконец, из сборных деталей изготовляют достаточно крупные вещи: фонарики, бра, подсвечники, ларцы.
Оловянное литье легко дополняется разнообразной отделкой, такой, как чеканка, гравировка, тонирование. Нередко изделие декорируют вставками перламутра, бисера, янтаря, цветного стекла, камня, керамики. С той же целью применяют холодную эмаль — эпоксидный клей, смешанный с пигментами или художественными масляными красками.
Помимо функции чисто художественной, ювелиры и скульпторы-миниатюристы используют оловянное литье как промежуточный этап для перевода оловянной модели в более твердый металл — серебро, бронзу, чугун, мельхиор, нержавеющую сталь. Олово дает возможность более четко проработать мельчайшие детали, что недоступно моделям из пластилина или воска. Навыки работы с оловом позволяют в дальнейшем перейти к литью из более тугоплавких металлов.
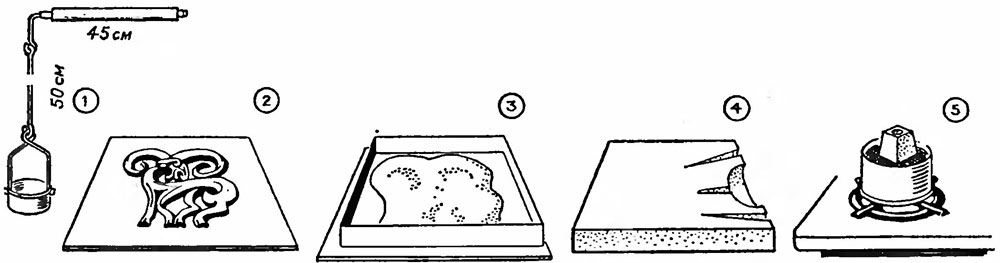
Что нужно иметь художнику-любителю, чтобы начать заниматься этим увлекательным делом? Вот основные материалы и инструменты: олово или третник (сплав 2/3 олова с 1/3 свинца), пластилин и пчелиный воск для лепки моделей, гипс, мастика белая скипидарная для натирки паркетных полов (может быть заменена мыльным кремом для бритья), раствор медного купороса с марганцево-кислым калием, самодельная центрифуга (рис. 1), миниатюрные чеканы, сделанные из вязальных спиц.
Существует несколько основных способов литья, вобравших в себя опыт древнего ремесла и современной технологии изготовления художественных произведений из металла. Применительно к олову это способы барельефного литья, объемного литья и кокильного литья. О каждом из них мы расскажем подробно.
Барельефное литье. Характерной особенностью барельефного литья является определенная высота рельефа над фоном — она не превышает обычно 1/3 плоскостных размеров изделия.
Работа начинается с изготовления модели из пластилина. Удобнее всего лепить на стекле или пластмассе (рис. 2). Готовая модель, например, барельеф декоративной решетки или барельефное изображение человека, животного, заливается раствором гипса. Готовить его очень удобно в резиновой чаше (срезанные на 1/3 резиновый мяч или медицинская спринцовка); в нее засыпают такое количество гипса, чтобы его вершинка слегка выступала над залитой в чашу водой. В перемешанном виде раствор должен по густоте напоминать жидкую сметану.
Первый слой гипса наносят на модель кисточкой, не допуская образования пузырьков воздуха в углублениях; затем модель помещается в ограждающую рамку (опоку), которая не позволит гипсу растечься при заливке всего объема (рис. 3). Через 10—15 минут гипс затвердеет и слепок (полуформа) с модели готов. Пластилин удаляют стеком под струей теплой воды.
При помощи этой же опоки отливают вторую полуформу — цельную пластину из гипса. На ее гладкой стороне прорезают литники и выпоры (рис. 4). Литниками называются отверстия, по которым металл заполняет форму. Выпоры — вспомогательные отверстия, по ним под давлением расплавленного металла воздух и литейные газы выходят из пустот формы.
Обе полуформы складывают вместе и обвязывают мягкой медной проволокой, шов заливают гипсом. В верхней торцевой части полуформ делают воронку (от дна которой начинается литник), в нее будет заливаться расплавленное олово. Готовую гипсовую форму сушат на очень слабом огне газовой плиты примерно около трех часов при температуре не более 150—200° (рис. 5). Нужно следить, чтобы сушка шла медленно, иначе форма может разрушиться.
После того как изготовление формы заканчивается, можно приступить собственно к литью. Оно начинается с расплавления металла. Для получения качественной отливки важно выдержать оптимальную температуру расплава. Признаком достижения нужной температуры служит пленка соломенно-желтого цвета, образовавшаяся на поверхности жидкого олова. Расплав такой температуры и следует заливать в форму.
Пренебрежение этими требованиями отрицательно скажется на отливке: недогретый металл даст смазанный отпечаток, перегретый (более 360°) — перекристаллизует гипс формы, и пары кристаллизованной воды оставят раковины на поверхности отливки.
Остывшую форму помещают в чашу центрифуги, быстро заливают металл и начинают энергично вращать центрифугу в вертикальной плоскости. Под действием центробежных сил расплавленный металл заполнит все мельчайшие углубления формы. Если модель не имеет мелких деталей и значительных углублений, можно обойтись без центрифуги.
Вращение центрифуги продолжается не более полминуты. За это время металл кристаллизуется и застывает. Как только олово в форме застынет, форму опускают в миску с водой. Размокший гипс легко удаляется, и отливка освобождается, с нее срубают весь лишний металл: литники, выпоры и т. д. Если отливка получилась с дефектами — раковинами, недоливами,— нехватку металла можно восполнить с помощью электропаяльника мощностью 80 Вт.
Затем приступают к окончательной отделке. То, что не удалось сделать в пластилине, доводят теперь на металле. Отливку крепят сургучом на деревянной пробке или дощечке и зажимают ее в тиски. Обработку ведут шаберами, чеканами, штихелями.
В процессе обработки олово приобретает блеск, и блики мешают видеть форму. Убрать их можно тонированием раствором медного купороса. Купорос придает изделию серовато-черный оттенок, напоминающий старое серебро. После окончательной полировки тонировку нужно сохранить в углублениях. Таким приемом удается еще больше подчеркнуть рельефность.
Нередко, чтобы уменьшить вес изделия и получить тонкостенную отливку (она меньше подвержена усадочным раковинам), пластилин из первой полуформы удаляют частично, сохраняя только лицевую оболочку толщиной 2—3 мм. Вторая полуформа должна быть выпуклой и соответствовать пустотам оборотной стороны будущей отливки. Для изготовления такой формы на полях первой половины делают полукруглые замковые лунки, а затем вместе с пластилином смазывают ее разделительной смазкой — скипидарной мастикой для полов или мыльной пеной. Вторая полуформа отливается на разделительную смазку поверх первой полуформы. Затем полуформы разнимают и удаляют пластилин. На второй полуформе прорезают литники и выпоры, и на обеих режется литниковая воронка. Форма для отливки медалей изготовляется примерно так же. Нужно только во время литья размещать ее не строго вертикально, а наклонно, под углом 30—40°. При таком положении отливка медалей идет качественнее.
Объемное литье. В отличие от барельефного с помощью этого вида литья можно получить выгнутые рельефы, кольца и перстни с орнаментом по всему периметру, полнообъемные фигуры.
Технологию объемного литья мы опишем на примере изготовления художественного кольца. И в этом случае работа начинается с создания пластилиновой модели. Кольцо задуманной формы лепят микростеками на стеклянной пробирке диаметром 18—20 мм. Не надо огорчаться, если не удается тонко проработать все детали кольца. Из-за мягкости материала этого и невозможно добиться. Вся мелкая доводка пойдет в оловянной отливке.
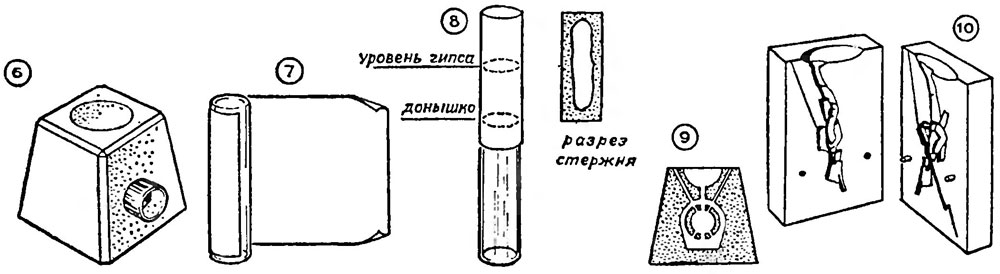
После того как модель закончена, приступают к изготовлению литейной формы. Разведенный до густоты сметаны гипс наносят в несколько слоев на модель. Первый слой, так называемый облицовочный, толщиной 2—3 мм накладывают тонкой кисточкой. Ее острием заполняют все углубления в пластилине. Большими каплями гипс накладывать нельзя, иначе между гипсом и моделью могут остаться пузырьки воздуха. Второй слой большей толщины наносится стеком, когда разведенный гипс уже начинает схватываться. Далее на модель наращивают гипс так, чтобы скульптурное изображение было внизу, а литейная воронка вверху (рис. 6).
Когда форма схватится, ее помещают под струю теплой воды. Пластилин размягчится, и тогда не составит труда вынуть из формы стеклянную трубку. Далее под струей теплой воды стеком удаляется пластилин модели. Вынутую стеклянную трубку нужно заменить пустотелым гипсовым стержнем, который встанет на ее место в блок-форме. Стержень делается так: ту же стеклянную трубку обертывают в два слоя мокрой писчей бумагой (рис. 7), бумажное кольцо сдвигают по трубке-пробирке к ее донышку (рис. 8), и в образовавшийся бумажный стаканчик до половины наливают гипс. Через 1—2 минуты, когда гипс начнет схватываться, его разгоняют стеком по стенкам и дну бумажного стакана, а затем заделывают гипсом и верхнее отверстие. Полость в гипсовом стержне нужна будет при литье, в ней образуется тот запас расплавленного металла, где соберутся усадочные раковины.
Готовый стержень под струей воды вставляют в отверстие формы, слегка поворачивая в обе стороны для притирки. Гипсовую форму необходимо снабдить системой литников и выпоров. Сначала сверлятся литники в стержне, соединяющие его объем с наибольшим объемом формы. Затем стержень вставляют в форму и сверлят основной вертикальный литник между литейной воронкой и полостью стержня. Далее сверлятся выпоры (рис. 9). Мокрая гипсовая форма настолько мягка, что литники и выпоры можно сверлить, держа сверло прямо в пальцах. Сверлить литники и выпоры вполне допустимо и стеком, кончик которого имеет форму круглой лопаточки.
После сверления стержень нужно вынуть из формы и смыть остатки размельченного гипса. Промытый стержень окончательно вставляется в форму, а две кольцевые щели между стержнем и формой замазываются жидким гипсом. Форма готова к сушке. Сушат блок-форму очень тщательно. Операция заливки олова в форму, а также все последующие идут в том же порядке, что и при барельефном литье.
Фигурки человека, животных и т. д. отливают в полнообъемные неразъемные формы. В этом случае модель лепят из мягкого пчелиного воска или режут из более твердого технического. Для изготовления модели берут металлический стержень и конец его окунают несколько раз в расплавленный воск, чтобы получилась булька — заготовка для лепки. В готовую модель перед формовкой в гипс втыкают два куска тонкой проволоки — они создадут каналы для выпоров. Литник будет образован вынутым металлическим стержнем.
Гипсовую форму изготавливают так, как было описано выше. После отвердевания ее выдерживают в кипятке, пока воск не растает и не выйдет по литнику и выпорам на поверхность воды.
Кокильное литье. Вся история оловянного литья связана с литьем в кокиль. Из дошедших до нас памятников материальной культуры мы знаем, что еще древние литейщики пользовались кокильными формами, и они были разъемными. Изготовляли их из обожженной глины (керамики), известняка и природного гипса-ангидрита. Правда, такие формы были непрочными и служили недолго. Более долговечными оказались формы из природного шифера, змеевика, свинца и бронзы. С XV века начали применять медь, а с XIX века и по сей день пользуются формами из чугуна и стали.
В домашних условиях кокильные формы можно изготавливать из гипса или абразивных камней. Прочная гипсовая форма получается, если гипс замешивают на жидкости, состоящей из четырех объемов воды и одного объема насыщенного раствора буры. Используют при кокильном литье и так называемый мраморный гипс. Есть два рецепта его изготовления. Первый: на четыре весовых части гипса добавляют одну часть буры и доводят водой до консистенции жидкой сметаны. Второй: гипс замешивают на растворе столярного клея. Клея в воду добавляют столько, чтобы пальцы лишь слегка склеивались. Следует иметь в виду, что все эти добавки увеличивают время затвердевания гипса.
Кроме гипсовых форм, можно использовать формы, изготовленные из абразивных камней (например, для правки бритв) и сланцевых камней. Объемное скульптурное изображение гравируют в их толще. Выпоры прорезают штихелем вокруг изображения и отводят их в стороны вверх. Для заливки олова в разъемных формах вырезают воронку (рис. 10).
К завершающим операциям по обработке оловянной отливки относятся доработка деталей штихелями и, если нужно, чеканка, гравирование и тонирование.
Чеканка и гравирование выполняются обычными приемами, поэтому мы не будем на них останавливаться. Более подробно расскажем о тонировании олова.
Тонирование — изменение цвета — осуществляется химическим способом. На поверхности металла образуется стойкая декоративная пленка, подчеркивающая форму изделия, его рельефность, смягчающая блеск чистого металла.
Вот состав, окрашивающий олово в цвет старого черненого серебра: на 100 мл воды берут 5 г медного купороса и 0,5 марганцовокислого калия. Изделие помещают в раствор, плотность чернения зависит от времени выдержки.
А вот способ меднения (контактного): изделие натирается кашицей из 10 частей кристаллов медного купороса, 1 части хлористого аммония, 1 части поваренной соли, 2 частей мелкого песка и воды. Чаще всего способом контактного меднения тонируют памятные медали.
В заключение хочется пожелать художникам-литейщикам успешного овладения увлекательнейшим старинным ремеслом. |  Поддержать проект
Поддержать проект