После того как человечество научилось выплавлять металл, стало развиваться литейное искусство. Вероятнее всего, первые отливки были сделаны в Египте. Но раскопки показали, что и на территории Кавказа уже в III тысячелетии до нашей эры тоже применялись совершенные методы плавки и литья металла. Литье было наиболее легким видом обработки металла, и люди использовали это. Нужным в обиходе металлическим вещам они придавали художественную форму. Применяя способ литья по восковым моделям, античные художники добились виртуозной техники микролитья. После того как человечество научилось выплавлять металл, стало развиваться литейное искусство. Вероятнее всего, первые отливки были сделаны в Египте. Но раскопки показали, что и на территории Кавказа уже в III тысячелетии до нашей эры тоже применялись совершенные методы плавки и литья металла. Литье было наиболее легким видом обработки металла, и люди использовали это. Нужным в обиходе металлическим вещам они придавали художественную форму. Применяя способ литья по восковым моделям, античные художники добились виртуозной техники микролитья.
На Руси художественным литьем занимались вначале исключительно женщины. Они сплетали из нитей, пропитанных воском, ажурные украшения, похожие на филигрань, и, обмазав глиной, давали просохнуть. Потом форму прокаливали и заливали металлом. Остывшую форму разрушали так, чтобы не портилась отливка. Были формы и постоянные. Вырезались они из мягкого камня. В такие формы можно было отливать неоднократно.
Современные художники прикладного искусства охотно применяют технику художественного литья в своей творческой работе.
Как овладеть технологией микролитья? Главное — тщательно продуманная подготовка и подробные записи о выполняемой работе. Это поможет учесть первые ошибки, а в будущем даст возможность экспериментировать.
Все оборудование для микролитья вы можете сделать сами. Опока — это отрезок трубы с толщиной стенки 2—3 мм. Заготовить нужно несколько опок различного диаметра для моделей разной величины. Но учтите, что самая большая опока должна свободно умещаться в подставке ручной центрифуги.
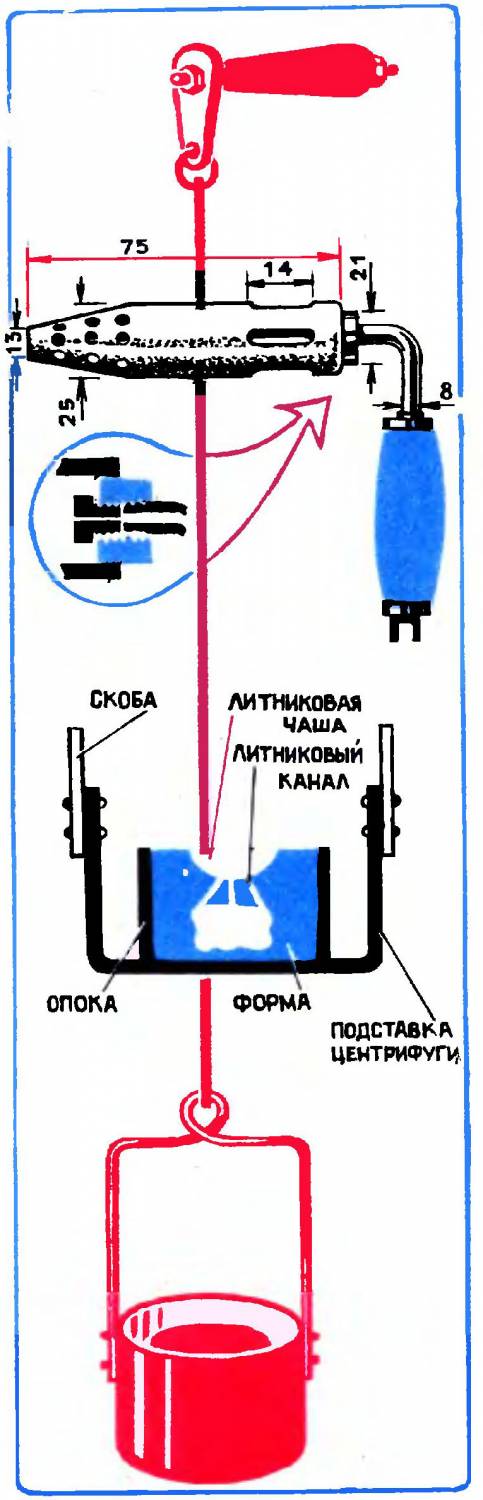
Центрифуга изготовляется так. В деревянную ручку пропустите металлический стержень толщиной 5—6 мм. К стержню неподвижно прикреплена серьга. Ручка должна свободно вращаться на стержне. Подставку для опоки изготовьте из железа. Диаметр ее — 7—8 см, высота бортика — 2,5—3 см. К бортику приклепайте скобу высотой 11—12см от основания подставки. Вверху скобы приварите или сделайте витое кольцо. Оно соединяется с серьгой проволочным коромыслом с согнутыми на концах кольцами.
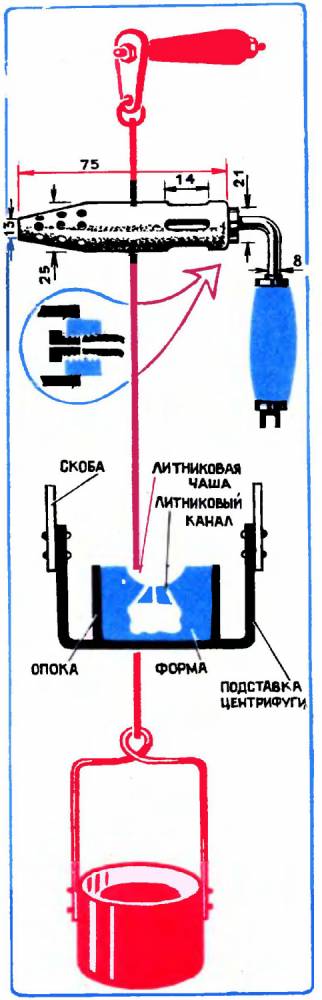
Места соединения должны быть прочными и подвижными. Длина коромысла — 25—30 см, толщина — 4 мм. Чтобы уверенно пользоваться центрифугой, потренируйтесь сначала: поставьте в нее сосуд с водой и вращайте, стараясь не пролить воду.
Наиболее удобный и простой в изготовлении аппарат для плавки металла состоит из портативного баллончика с пропаном, бронированного шланга к нему и самодельной горелки.
Отрежьте от железной трубы подходящих размеров втулку для сопла горелки. Затем, прорезая ножовкой в нескольких местах край втулки, ковкой сузьте на конус одну из сторон и опилите.
После этого вдоль втулки просверлите и пропилите отверстия. Из латуни выточите пробку и плотно вгоните молотком в сопло. В центре пробки просверлите отверстие и нарежьте резьбу для трубки, которая будет подавать газ в горелку. Трубку подберите с таким расчетом, чтобы в ней можно было нарезать резьбу для капсюля. Капсюль вывинчивается из шланга. Трубку с капсюлем ввинтите в пробку, аккуратно изогните и насадите на другой конец ручку из дерева или эбонита. Бронированный шланг удлините прочным резиновым, способным выдержать давление газа.
Регулируйте подачу газа краном, расположенным на шланге. Зажигайте горелку при минимальной подаче газа. Горелка развивает температуру до 1000° — ее вполне достаточно, чтобы заниматься художественным микролитьем.
Различных сплавов для мелких отливок существует множество. Можно взять, например, такой — 63,7% меди, 33,5% цинка, 2,55% олова, 0,25% свинца. Пусть вас не пугают десятые и сотые доли процента — не обязательно слишком точно придерживаться этой пропорции.
Материал для модели — воск, для формы — гипс, тальк. Тальк можно заменить порошком пемзы.
Хорошо продумайте, что вы будете отливать, потом приступайте к изготовлению восковой модели. Учтите, что расплавленный металл повторит все огрехи модели, поэтому тщательно отделывайте ее.
К модели прикрепите расплавленным воском металлические литниковые штифты толщиной 1—2 мм. Хороший штифт получается из швейной иглы, если отломать острие. Иногда для равномерного и быстрого заполнения формы требуется несколько штифтов — в этом случае они обязательно должны пересекаться в одной точке, где также скрепляются воском. Впоследствии точка пересечения окажется вне формовочной массы — это видно на рисунке.
Учитывая габариты модели, подберите опоку. Высота опоки определяется с таким расчетом, чтобы расстояние между воображаемым дном и моделью составляло 1—1,5 см, а вверху можно было вырезать в формовочной массе литниковую чашу для плавки металла.
Формовочную массу приготовьте из двух частей гипса и одной части пемзы или талька. Хорошо перемешайте состав и засыпайте в воду. Масса должна приобрести консистенцию негустой сметаны.
Поставьте опоку на лист асбеста и заполните формовочной массой. Пока масса не затвердела, возьмите модель за штифт и погрузите в нее, слегка вибрируя, чтобы удалить пузырьки воздуха. Не раньше чем через полчаса скальпелем вырежьте литниковую чашу и плоскогубцами осторожно удалите штифты. Литниковые каналы должны располагаться в центре литниковой чаши, имея каждый самостоятельный выход.
Поместите опоку в духовку литниковыми каналами вниз и в продолжение двух часов постепенно (иначе пар разорвет форму) повышайте температуру до 350". После этого положите опоку боковой стороной на газовую плиту, подстелив лист асбеста, и, увеличивая огонь, выжгите оставшийся воск, время от времени поворачивая опоку для равномерного прогрева. Продолжайте нагрев и после того, как выгорит весь воск: обжиг необходим для повышения газопроницаемости формы. Как только стенки опоки станут красными, перенесите ее в ручную центрифугу. В литниковую чашу аккуратно заложите нужное количество металла и начните плавку, подсыпав немного буры. Плавящийся металл не пойдет без давления в узкие литниковые каналы. Но вот металл расплавлен весь, вы начинаете быстро вращать центрифугу, и металл устремляется в форму. Двадцати оборотов центрифуги достаточно для того, чтобы не только заполнение формы, но и кристаллизация металла произошли под давлением.
Чтобы извлечь отливку из формы, надо горячую опоку подставить под струю воды, направленную в литниковую чашу. Форма разрушится.
Отливку отбелите в 15-процентном растворе серной кислоты.
Из мелких фрагментов можно с помощью пайки монтировать более крупные художественные произведения.
Занимаясь микролитьем, не забывайте о технике безопасности. Внимательно прочтите и запомните инструкцию, как обращаться с газовыми баллонами, — такая инструкция есть в обменном пункте. Приготовляя раствор серной кислоты, помните, что нужно кислоту лить в воду, и ни в коем случае не наоборот. Раствор нужно готовить осторожно, не проливая кислоту. Прорезиненный фартук, резиновые перчатки, очки необходимы.
Рисунки А. Чеснокова |  Поддержать проект
Поддержать проект