Мы уже рассказали, как на основе дрели можно собрать сверлильный и токарный станки. Автор разработок инженер А. Фролов предлагает сегодня еще один станок — ручную поперечную пилу. Приводом для нее служит все та же дрель. Такая пила окажется полезной в домашней мастерской. Мы уже рассказали, как на основе дрели можно собрать сверлильный и токарный станки. Автор разработок инженер А. Фролов предлагает сегодня еще один станок — ручную поперечную пилу. Приводом для нее служит все та же дрель. Такая пила окажется полезной в домашней мастерской.
Общий вид станка изображен на рисунках. Познакомимся с его устройством.
Главный узел станка — преобразователь вращательного движения, снимаемого со шпинделя дрели, в возвратно-поступательное движение рабочего органа — пилы.
Принцип действия преобразователя понять нетрудно.
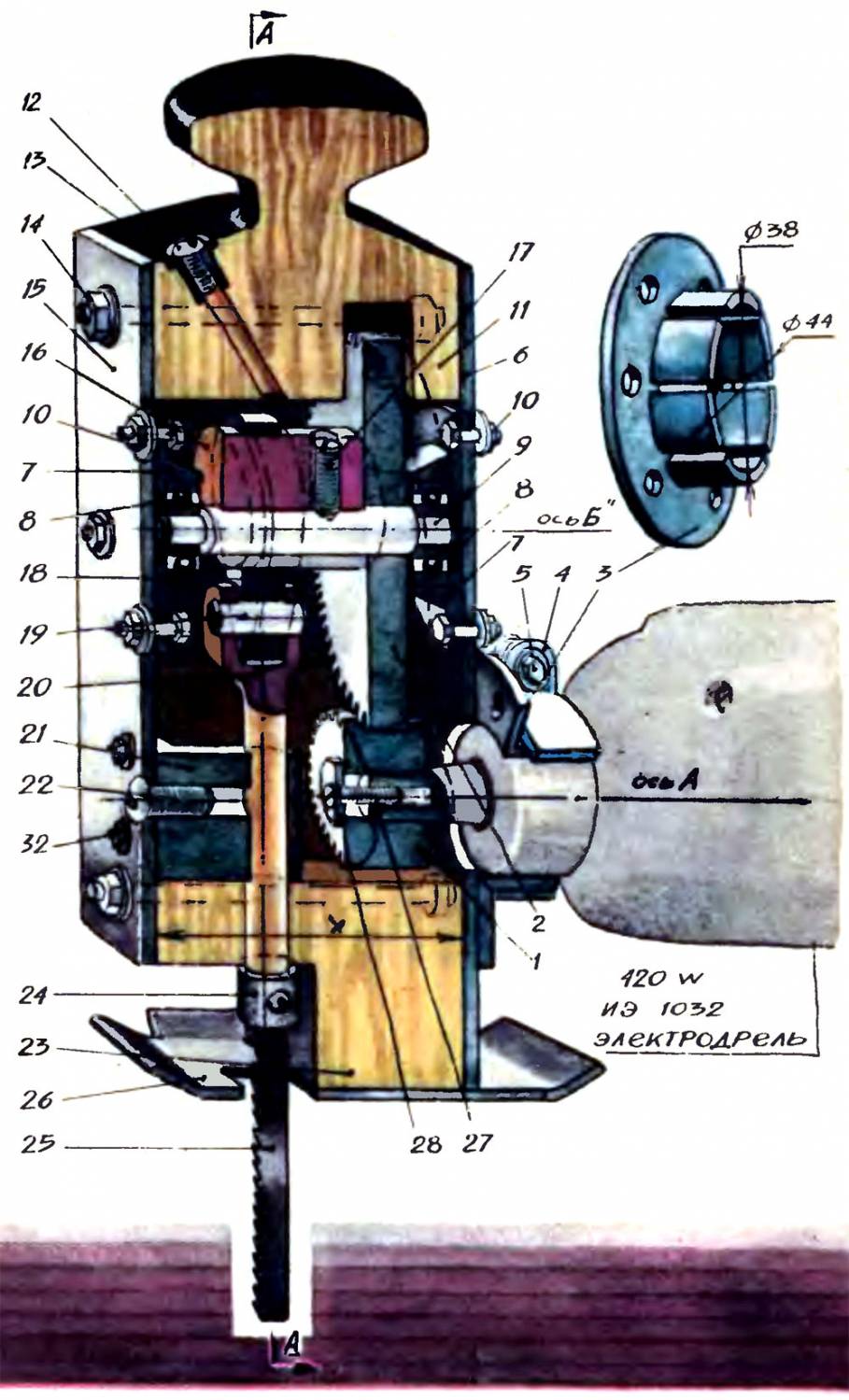
На конусе шпинделя электродрели закреплена ведущая прямозубая шестерня 1. Она вводится в зацепление с ведомой шестерней 2, после чего весь преобразователь стягивается болтом 5 на шейке дрели хомутом 4.
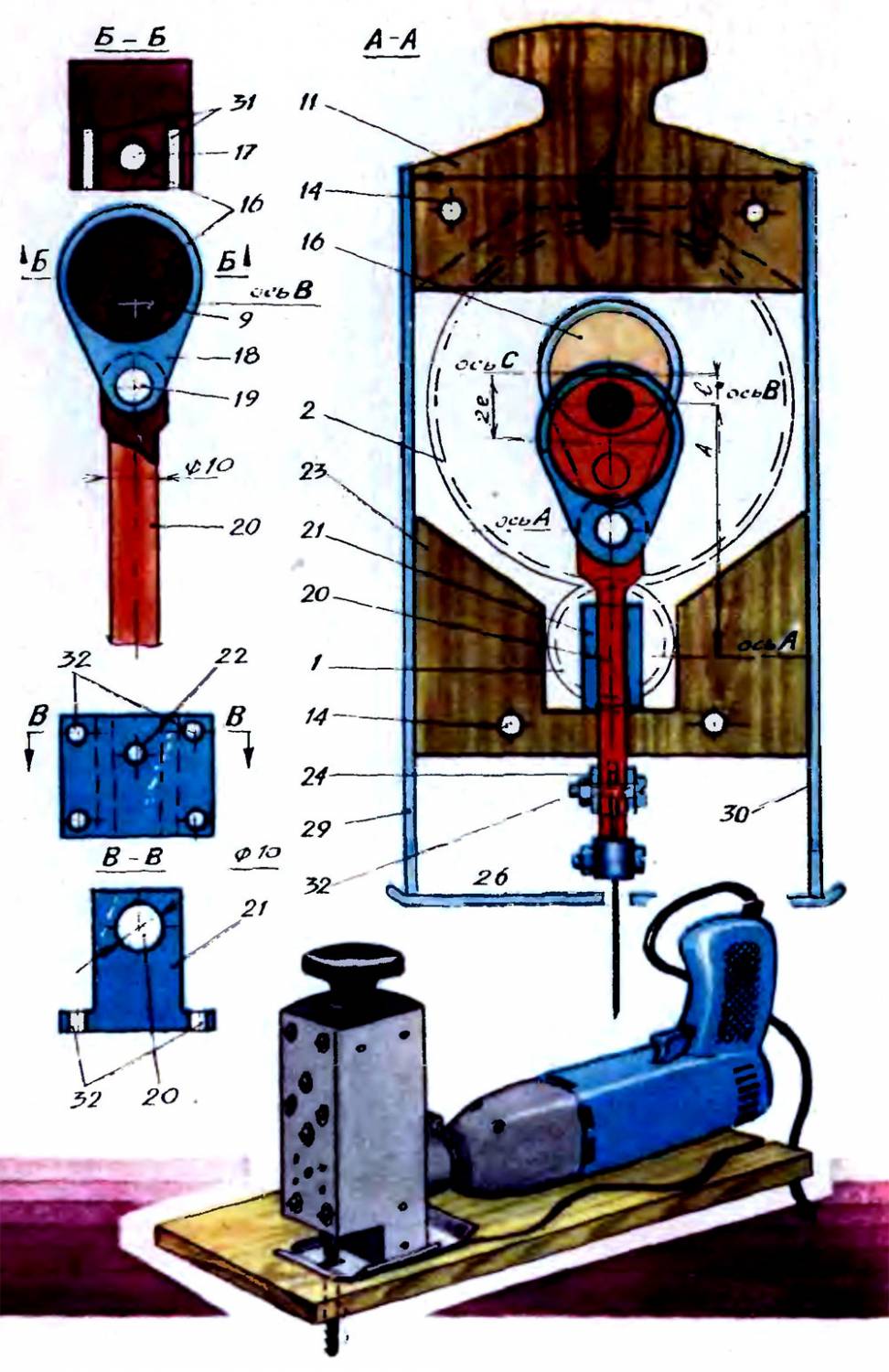
Вращение от шпинделя через шестерни 1 и 2 передается эксцентрику 16, на котором свободно сидит качающаяся серьга 18. Она и преобразует вращательное движение эксцентрика 16 в возвратно-поступательное движение рабочего штока 20. Серьга соединена со штоком пальцем 19. Возвратно-поступательное движение штока происходит по направляющей 21.
На нижнем конце штока закреплена пила 25, работающая только на растяжение. Поэтому зубья пилы направлены вверх.
Прежде чем приступать к изготовлению преобразователя, подыщите пару прямозубых зубчатых колес. Вероятнее всего, нужную пару вы найдете в старых приборах, шестеренчатых передачах, редукторах. Диаметр ведущей шестерни 1 не должен превышать диаметра шейки дрели. Это необходимо для того, чтобы шестерня свободно проходила в отверстие несущего фланца 3. Будет лучше, если ширина ведущей шестерни окажется не менее 20 мм, что обеспечит надежное зацепление с ведомой шестерней, поскольку посадка первой на конус связана с большими продольными перемещениями.
Высота зубьев шестерен должна равняться 3—4 мм, чтобы обеспечить лучшее их зацепление с учетом неточности сборки, эасверловки под болты, свободной посадки на дрель и зажима хомутом.
Для снижения числа возвратно-поступательных движений штока 20 и повышения режущего усилия передаточное число следует принять равным трем. Передаточное число определяется по отношению числа зубьев ведомой шестерни к числу эубьев ведущей.
Подобранная вами пара шестерен определит исходные размеры всего преобразователя. В случае необходимости их внутренние отверстия придется подгонять под конус дрели и вал 9. Если диаметры отверстий шестерен меньше диаметров конуса и вала, придется расточить их на токарном станке. Если диаметры больше, необходимо выточить переходные втулки (они не указаны на чертеже).
Закончив работы, связанные с подгонкой шестерен, приступайте к прорисовке на миллиметровой бумаге всей конструкции в целом. Дополнительная расчетная величина — ход пилы. Его можно принять равным 10—14 мм. Следовательно, вам будет известно расстояние между осями А, Б и В, а также размеры эксцентрика 16.
Прочертив эксцентрик на валу 9, вы определите диаметр отверстия качающейся на эксцентрике серьги 18, размеры штока 20 и направляющей 21. Необходимо учесть, что эти детали работают с трением скольжения. Поэтому необходимо для их изготовления подобрать заготовки из таких разнородных металлов, как сталь и бронза, сталь и латунь.
По чертежу вам лучше будет видно, какую подобрать пару шарикоподшипников 8. Внутренний диаметр подшипников не должен превышать 10 мм. По их внешнему диаметру определяются размеры фланцев 7.
После того как будут уточнены все размеры, приступайте к изготовлению деталей преобразователя. Большинство из них вытачиваются на токарном станке.
Из дубовых брусков, пользуясь исключительно столярными стамесками, вырежьте верхнюю 11 и нижнюю 23 части корпуса. Обратите особое внимание на параллельность торцевых плоскостей и равенство размеров X и У (см. рис.). Эти размеры обеспечивают, точность сборки и надежность работы станка. Внутренние поверхности брусков покройте эпоксидной смолой или маслостойким лаком.
Совместите эксцентрик 16 с шестерней 2 на общем валу 9 и просверлите два отверстия под фиксирующие штифты 31. Штифты после запрессовки их в корпус эксцентрика раскерниваются на шестерне. Затем просверлите отверстие и нарежьте резьбу для фиксирующего штифта 17. После тщательной разметки засверлите на сверлильном станке отверстия в серьге 18 и штоке 20, обратив внимание на параллельность осей вала 9 и пальца 19, отверстие в серьге имеет глухую, а в штоке скользящую посадку.
Из стальной заготовки ножовкой выпилите направляющую, засверлите в ней отверстия под болты крепления и шток. Отверстие под шток необходимо обработать разверткой.
Из листового дюралюминия толщиной 3—4 мм вырежьте крышки корпуса, правую 29 и левую 30, заднюю 6 и переднюю 15, а также опорную пластину 26. Переднюю и заднюю крышки сложите вместе, зажмите струбциной и засверлите по разметке отверстия под стяжные болты 14, крепежные болты фланцев 10 и отверстие под винт масленки 22 направляющей.
После выполнения всех операций приступайте к сборке станка. Винты и шайбы, не указанные в тексте, но обозначенные на рисунке номерами 12, 13, 24, 27, 128, 32, берутся готовые, стандартные.
Остается добавить, что кусок слесарного ножовочного полотна не годится для этого станка. Полотно должно быть почти вдвое уже. Сделать полотно таким можно, если сточить половину его тыльной стороны на наждаке.
Рисунки А. Матросова |  Поддержать проект
Поддержать проект